On Tuesday, 27th January 2026, the Aberdeen Branch held an in-person event at the Palm Court Hotel, with a presentation by Mike Westwood, technical sales engineer at Sand Monitoring Services (SMS).
This successful annual joint event with the Energy Institute (EI) focused on ‘Integrated Non-Intrusive Instrumentation for Real-Time Erosion/Corrosion Monitoring and Management.’This occasion marked Stephanie Okoye’s first event as chair of the ICorr Aberdeen Branch, and despite the ‘less-than-kind’ weather, we were pleased to see a strong and committed turnout. There were 40 registrants and 27 attendees on the night.
About the New ICorr
Chair Stephanie, the newly appointed ICorr Aberdeen Branch chair, is a Chartered Senior Corrosion Engineer with almost 20 years of extensive experience in the oil and gas industry. Her professional expertise encompasses corrosion and integrity management of North Sea oil and gas assets, as well as gas and chemical processing facilities, where she has consistently supported safe, reliable, and efficient operations.
She holds professional certification as a Senior Corrosion Technologist with AMPP (formerly NACE International) and has recently been elected as a Fellow of the Institute of Corrosion (FICorr), reflecting her significant contribution to the corrosion engineering profession and industry leadership.In addition to her technical expertise, Stephanie is a qualified project management professional with a strong track record of successfully leading multidisciplinary teams and delivering complex projects from concept through execution. Her leadership experience, technical depth, and commitment to professional excellence position her well to advance the objectives of the ICorr Aberdeen branch and support the continued development of its members and industry engagement initiatives.
Introduction form the Energy Institute
Dan Byrne from EI enthusiastically spoke about the new structure and work of the Highlands and Islands Branch and their forthcoming programmes. He also stressed the need for institutes to work together to share their knowledge during a difficult period for the UK oil and gas sector. Further details of their activities may be found at: https://www.energyinst.org/ei-near-me/uk/aberdeen
About the Presenter
Mike Westwood is Technical Sales Engineer at Sand Monitoring Services, with over 29 years’ experience in the upstream Oil & Gas industry, Mike’s current role at SMS includes specialising in real-time non-intrusive erosion / corrosion monitoring instrumentation solutions for asset integrity in challenging environments. With extensive experience supporting operators in corrosion management and erosion monitoring, he advocated for advanced, real-time data systems that enhance decision-making and reduce unplanned downtime. Mike’s insights on digital corrosion monitoring underscore his company’s transformational role in safety, efficiency, and lifecycle extension of critical infrastructure over the past four decades.
Synopsis
Across the upstream oil and gas sector, non-intrusive Acoustic Sand Monitoring (ASM) and Real Time Ultrasonic (RT-UT) wall-thickness instrumentation are enabling a step-change in how operators manage corrosion, erosion and overall asset integrity. ASM utilises clamp-on acoustic sensors to quantify sand impact on the pipe wall, defining maximum sand-free or acceptable sand rates so production can be safely optimised while limiting erosion damage at chokes, flowlines and topside equipment. Complementing this, RT-UT provides continuous wall-thickness data at critical locations, delivering early detection of metal loss driven by erosive solids and corrosive service conditions.
Deployed together, ASM and RT-UT provide permanent monitoring of both the “cause” (solids production) and the “effect” (resulting wall loss), enabling direct correlation between sand events and measured erosion rates, refinement of predictive models and more robust risk ranking of vulnerable systems. Integrated into a wider sand and erosion management strategy and connected to control systems, these technologies support alarm-driven and automated responses, allowing operators to control sand rates before damage occurs, adopt condition-based intervention planning, defer replacements and minimise loss-of-containment incidents. Their fully non-intrusive, retrofit-friendly design allows installation without process interruption, making them particularly attractive for brownfield assets at risk due to age-related degradation or facing increased solids production due to diminished downhole sand control. This was a fascinating presentation generating many questions from the joint ICorr/EI audience. Mike highlighted in-service risks and preferred automated solutions to avoid loss of containment and loss of production.
Future Events
Please contact: icorrabz@gmail.com if you wish to join the Aberdeen branch mailing list or contact: ABZchair@icorr.org if you wish to join its committee or to make a technical presentation. All Aberdeen presentations are uploaded at: https://www.icorr.org/aberdeen/ See local technical programme.
On 26th August 2025 the Aberdeen Branch again successfully held its annual corrosion awareness event at the Palm Court Hotel with key sponsor Automa.
The Aberdeen branch has been active for more than 40yrs now and has been providing awareness training since before 2010 through generous industry support and a dedicated committee.
This year’s Forum was kindly sponsored by Automa of Italy, specialists in automated monitoring and themed on Cathodic Protection (CP).
Automa provided the Venue and all Catering for the day.
Introductory talks on the principles and costs of corrosion were followed by a series of talks explaining Cathodic protection principles, methods and anode manufacture. Thereafter some excellent case studies presented some recent Cathodic protection applications in order to raise awareness of some of the practical considerations such as electrical isolation from plant, electrical interference and fault-finding methods for CP system commissioning.
The afternoon sessions continued with several presentations by the sponsor Automa on advanced CP system monitoring and AI assisted data management and analysis. Automa then provided some excellent demonstrations of their devices and their software both widely used within Europe.
This popular Annual event attracted 43 registrants including many from its 16 local sponsor companies and also from our ICorr national sustaining companies.
Proceedings will be posted to the Aberdeen branch web page in due course at https://www.icorr.org/aberdeen/ ‘Local Technical Programme’
The Aberdeen ICorr Committee expresses its immense gratitude to all Attendees, Speakers, Sponsors and particularly to its Event Chairs – Eilidh MacDonald/Stephanie Okoye and to Fatemeh Faraji, the ABZ Events Coordinator.
On September 30th, 2025, the branch will host its first Event of the 2025-26 Technical Programme. This will be a Joint Event with the TWI North Scottish Branch and entitled ‘From Snapshots to Continuous Insight: Driving Maintenance Efficiency and Safety with Automated UT Monitoring by William Vickers of Ionix Advanced Technologies / Leeds, U.K.
Attendees will gain practical insight into how automated, non-invasive UT monitoring is being applied in the field today to enhance safety, optimise inspection programmes, and improve long-term asset performance.
Aberdeen welcomes your attendance at future events of the branch. Please contact icorrabz@gmail.com if you have any queries at all, or if you wish to join its committee.
Aberdeen ACF 2025 – President Dr Yunnan Gao giving Event Introductions
Aberdeen ACF 2025 – President Dr Yunnan Gao giving Event Introductions
Aberdeen ACF 2025 – Guest Speaker Ivano Magnifico of Automa presenting on Advanced Automated Monitoring
Aberdeen ACF 2025 – Guest Speaker Zaynah Khalil of Balfour Beatty presenting on the Edinburgh North Bridge CP project
On Tuesday 22nd August 2023 the Aberdeen Branch held its annual fund-raising Corrosion awareness Day (CAD) and welcomed eight corrosion industry speakers along with multiple equipment demonstrations from Rysco, who were ICorr’s host for this one special event. CAD is designed to assist the development of those unfamiliar with Corrosion & it’s prevention and provides and understanding of the corrosion processes and causes which are specific to a range of common industries.
Delegates learnt the basics of the role of the corrosion engineer; including materials selections, corrosion mitigations; failure investigation; testing and design issues.
Delegates – Group Photo
The Welcome was provided by the Aberdeen Branch Chair, Siji Anjorin supported by Dean Smith, Bridge of Don Operations Manager for Rysco U.K for the Safety Moment.
Rysco are headquartered in Calgary and are a global provider of Corrosion Management Solutions. They are both an ICorr Gold Sustaining Member and Aberdeen Local Branch Sponsor.
Compiled: Nigel Owen and Stephen Tate
Dean Smith, Operations Manager for Rysco U.K
A comprehensive series of Talks and Demonstrations followed the Introductions, designed to cover all they key Corrosion Topics.
1. Principles and Costs of Corrosion
Steve Paterson, Ph.D, C.Eng, Arbeadie Consultants provided the opening presentation running through the fundamentals of corrosion and electrochemistry with emphasis on what drives corrosion and the corrosion process of metals. He then outlined the different types of corrosion and common corrosion mechanisms and how these related to the Oil & Gas industry. Internal Corrosion mechanisms discussed were: Acid gas corrosion (CO2/H2S) consisting: CO2 (sweet) corrosion, Preferential weld corrosion, H2S (sour corrosion, Mixed sweet & sour corrosion), Sulphide stress cracking (SSC), Hydrogen induced corrosion (HIC), Hydrogen embrittlement, Chloride pitting/crevice corrosion, Oxygen corrosion, Microbial induced corrosion (MIC) and Sand erosion.
Several methods of corrosion control and management were outlined including:
• Materials selection: The most effective solution that can remove the corrosion threat completely (e.g. CRA/Non-metallic material).
• Water removal by dehydration.
• Chemical treatments (e.g. corrosion inhibitor, biocide or oxygen scavenger) a common mitigation method for internal protection of carbon steels.
• Use of Coatings and linings.
• Anodic/Cathodic protection used to limit and control Corrosion in both internal and external situations.
• Control of process parameters/environment, e.g. by limiting temperature and chloride content can reduce the risk of SCC.
Steve then highlighted the costs and significance of corrosion and demonstrated how implementing corrosion prevention best practices could result in savings of between 15% and 35% with the NACE 2016 study quoting savings of 3.4% of global GDP (Gross Domestic Product), giving immense motivation for corrosion engineers to contribute in achieving such savings and associated improvements in integrity of infrastructure and protection of the environment
2. Materials Selection
Rob Howard, PhD, of Lloyd’s Register discussed materials selection critical to the Oil & Gas processing industry making reference to a process diagram from well to final product, he looked at the common types of corrosion witnessed in the process equipment: A selection of materials for corrosion resistance was reviewed showing how we can move from Martensitic and Austenitic Stainless steels up to Duplex and onto Ni and Titanium alloys to get sufficient resilience, albeit with some heavy cost implications.
Rob Howard graduated with a in Materials Engineering from the University of Cape Town in 1995. and worked as a post-doctoral researcher at the Corrosion and Protection Centre, University of Manchester. He joined Lloyd’s Register in 1998 and at present he is the team leader for the Offshore Materials team in LR, whose main function is to provide technical support to surveyors and clients and to review design specifications for oil and gas and offshore wind projects.
He explained how the choice of equipment materials is influenced by parameters such as corrosivity, flowrates and chloride and hydrogen sulphide levels. However, equally important are the heat treatment condition and mechanical properties required, the corrosion resistance and issues such as weldability and ongoing costs for inspection maintenance and repair of materials selected. Rob referenced a number of international sources which are particularly useful for materials selection and stressed the need to examine Manufacturer capability and quality control of the product:
• Norsok M-001 (edition 5, Sept 2014)
• ISO 21457
• ISO 15156 (NACE MR-0175)
3. Oilfield Microbiology Analysis and Data Trending
Carol Devine, PhD, BSc (Hons) of NICMB has over twenty-five years’ experience in oilfield microbiology. She has a particular interest in microbiologically influenced corrosion (MIC), sulphate-reducing bacteria (SRB), seawater injection systems and molecular microbial ecology in general. NCIMB preserve, store and supply a collection of cultures to industry and universities with the largest collection of industrial, marine and food bacteria in the UK and have approx. 10,000 strains; 300 genera; 2000 species – and still growing.
Oilfield equipment is commonly damaged by the presence and activity of micro-organisms in systems for Production, Seawater Cooling, Water Injection, Cooling/Heating and in handling of Produced Water, Firewater, reinjection (PWRI), Diesel Storage & Ballast Water. The Organisms are either Planktonic from bulk water phases or Sessile biofilms on surfaces.
Carol explained the role of the oilfield microbiologist in generating useful and appropriate data in order to:
• Predict which particular systems, vessels, pipelines, locations are under threat from microbiologically influenced corrosion (MIC)
• Prioritise areas for treatment according to budget and time available
• Apply and monitor appropriate strategies to mitigate against the effects of MIC or biofouling
Techniques for analysis where explained: Triplicate MPN’s, qPCR and Metagenomic Analysis (NGS) to assess the threat of MIC and to quantify, identify and assess the activity which needs to be monitored on a continuous basis to see trends from production changes and implement actions to control and prevent system infestation which affects flow and efficiency in the process.
4. Corrosion Mitigation by Cathodic Protection
Dr. Nigel Owen, B.Sc., D.I.C, Ph.D., MIMMM, MICorr, Aberdeen Foundries has worked in the Aluminium Industry for over 35 years on alloy development and manufacturing processes, spending his later years at Aberdeen Foundries as Sales, Technical and Plant Manager, manufacturing Sacrificial Anodes He now oversees manufacturing, testing and design of all subsea and marine sacrificial anode systems.
Nigel explained how the Galvanic table shows naturally what materials are suitable as bases for sacrificial anodes. Aluminium, Zinc and Magnesium being the primary common bases for development of the alloys. With a sufficiently electronegative potential the base material can be alloyed with other elements to make it more electronegative and efficient as an anode. Aluminium has a high current output per Kg consumed and therefore has become the material of choice for anodes, particularly on large structures.
His presentation covered:
• Alloys for Sacrificial Anodes
• Design of a CP system to protect a structure
• Applications of Anodes
• The selection of the CP system:
• The pro’s and con’s of Sacrificial and Impressed systems and their applications.
The process of designing of a sacrificial anode system was explained from assessment of (cathode) material areas and the effect of coating to the calculation of anode mass and current output for a structure in an immersed environment.
Comparison was made between Sacrificial and impressed current systems in terms of their benefits or advantages in given current demand situations and maintenance requirements. Performance being determined by the conductivity (salinity) and the temperature (water depth/ geographic region) of deployment.
5. Corrosion Mitigation by Coatings
Colin Thomson HND, FM Lead at Bilfinger Salamis, has over 20years experience working in oil and gas fabric maintenance after serving in the Merchant Navy. He has supported various clients FM requirements including, BP, and Conoco Phillips, ExxonMobil and Petrofac. He skilfully explained how Fabric Maintenance prevents corrosion, degradation and wear which could otherwise lead to safety and or operational issues. Coatings acts as a barrier to the environment therefore all locations where coatings are damaged must be maintained to prevent metal loss. Colin also brought everyone up to date with modern FM strategies and also instantaneous barrier methods such as anti-corrosion tapes (ACTs) and Corrosion Inhibiting Waxes.
Various key properties of coatings were highlighted including:
• Anti-Fouling
• Environmental Protection
• Fire Protection
• Process Flow aids.
• Safety
• Thermal protection / insulation
The complete range of surface preparation techniques were evaluated along with all factors affecting coating ‘Life Expectancy’ for example:
• Anchor Pattern (too rough or too smooth)
• Chemical Salts
• Condensation
• Existing Coatings
• Fabrication Defects (weld spatter, sharp edges)
• Mill Scale
• Oil, grease and soil
• Surface Corrosion
6. Corrosion and Chemicals Management
Jennifer Watson HNC, Senior Account Manager/Production Chemist at Champion X is currently based within the BP office supporting Glen Lyon FPSO and has over 20 years experience in Oil & Gas operations offshore and onshore. She enthusiastically described all the key chemical mitigations deployed within the energy sector including:
• Biocides for preventing MIC
• Corrosion inhibitors for internal corrosion
• Drag reduction
• Oxygen and H2S scavengers pH stabilization
Jen also discussed all commonly used monitoring processes and analysis methods for rates, chemical residuals and other dosing checks. Most importantly she emphasised the need for having appropriate Chemical & Corrosion Control Matrices (CCCM) in place. These are the basis for understanding individual threats and how they should be mitigated by applied chemical application or other barriers.
A magnificent Lunch followed with an opportunity for all to network.
One of many Networking Opportunities.
7. Integrity Management and Risk Based Inspection.
Simon Hurst, BSc, MSc has been with CAN since 2008 and is currently the Engineering Director where he is responsible for the ENGTEQ business stream and is the nominated Technical Manager under their UKAS Accreditation for Integrity Management and Pressure Systems Inspection. He commenced his talk by defining Integrity Management – BS ISO 55000:2014 states that it enables an organization to achieve its objectives through the effective and efficient management of its assets. The application of an asset management system provides assurance that those objectives can be achieved consistently and sustainably over time.
Simon went on to define some of the key components of Asset Integrity Management including the following:
• Ageing and Life Extension
• Anomaly Management
• Corrosion Control Matrices
• Failure Investigations
• Integrity Operating Windows
• Risk Based Assessments leading to Risk Based Inspection
He then defined with good detail the nature of risk and the various different methodologies for Risk Based Assessment. In relation to CRA’s Simon usefully highlighted that:
• Although the use of corrosion resistant alloys generally leads to an increase in the time between inspections, the subsequent inspection of those CRAs is normally significantly more problematic than say on Carbon Steel.
• The use of CRAs (v CS) doesn’t normally lead to a significant increase in the periodicity for the first in-service inspection as this is more about identifying fabrication type defects than in-service damage.
In closing he reminded Delegates that it is best practice to create a “Written Scheme of Examination” (WSE) that details the applicable degradation mechanisms, and the precise location and inspection technique that will be used in order to try and either find the mechanism or confirm its absence.
8. Corrosion and Erosion Monitoring
Dean Smith is an experienced Operations Manager in the Corrosion Monitoring industry, having started his career as a Retrievals Technician in 2007 and worked his way up to field services management and eventually operations management. He emphasised that erosion and corrosion pose significant challenges to oil and gas production, impacting safety, efficiency, and profitability and effective monitoring techniques, combined with ongoing innovation and investment, are essential to mitigate these challenges and ensure the sustainability of the industry.
Prior to the practical demonstrations, Dean gave a run-through of the key services of Rysco UK which cover the following:
Design & Supply of Internal Corrosion Monitoring Systems including: High & Low Pressure Access Systems:
Field Services including: High and Low Pressure Monitoring Device Retrieval.
• Hot Tapping
• Monitoring Data Analysis and Reporting
• Monitoring System Audits
• Sampling and Lab Analysis
Online Reporting including: Custom Reporting Dashboards via Business intelligence Software and Interactive Mapping
Sponsor’s Process Equipment Demonstrations
Three separate demonstrations followed for which the 52 strong gathering was split into 3 rotating groups.
Richard Rae of Rysco U.K explains Integrated Corrosion Data Management
Retrieval Tool Demonstration
Corrosion Coupon Review
A Corrosion Quiz covering multiple aspects of the Speaker Presentations followed by a vote of thanks from the President and CPD awards closed this very successful event attended by over 50 delegates.
Delegates enjoying the Corrosion Quiz
ICorr Aberdeen welcomes suggestions for further Industrial visits.
Abstracts of potential papers for the Aberdeen Technical Programme are always welcome, and anyone wishing to join committee should correspond with the 2023/2024 Technical Programme Co-ordinator: Adesiji Anjorin anjorin@gmail.com
Further Information about the Aberdeen Branch, and past presentations, may be found on their website page: Aberdeen Branch – Institute of Corrosion (icorr.org), and to join the Aberdeen Branch mailing list, please contact: icorrabz@gmail.com
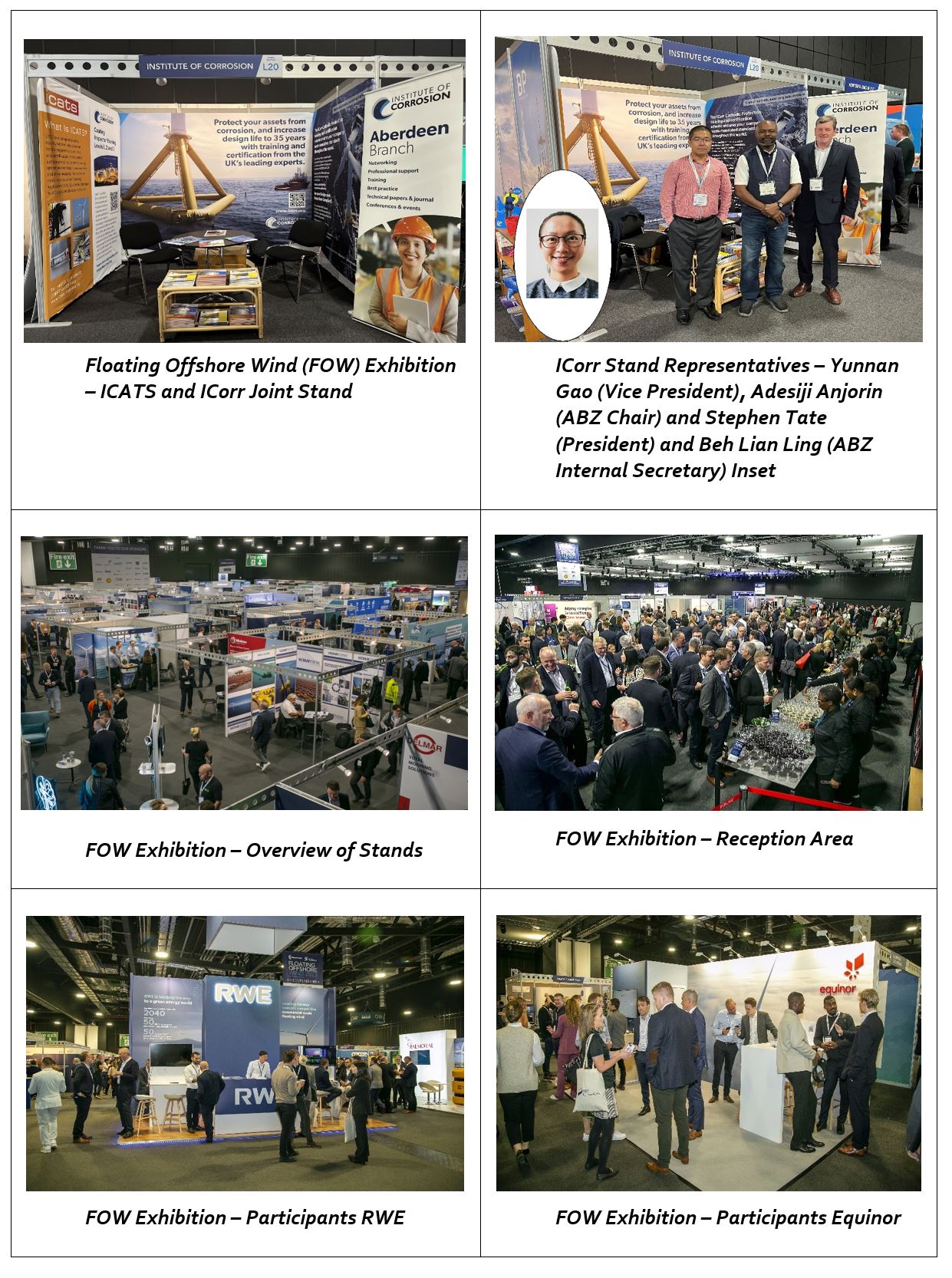
Initiated by Council and CP Governing Board member Bryan Wyatt, the Institute exhibited at Floating Offshore Wind (FOW) Expo 2023 (Conference & Exhibition) on the 4th and 5th of October 2023.
This unique operator and service provider event comprised around 100 Speakers, 200 Exhibitors and 2000+ high level attendees from around the globe.
ICorr Council and CP Governing Board member Bryan Wyatt (seen presenting at CEOCOR)
FOW is the meeting place for all the current and future players in the global floating wind industry. Providing an unrivalled opportunity to meet and network with all the key players as well as discuss the key technical challenges and solutions surrounding the industrialisation and commercialisation of floating wind.
ICorr’s participation was very successfully handled by the Aberdeen Branch and attracted a wide range of stand visitors. The key focus for this Event was our Training Services – Industrial Coating Applicator Scheme (ICATS) and ICorr’s Cathodic Protection and Coating Inspector courses that promote independent reporting to Facility Owners, (as now required in DNV-RP-B401 for their Cat IV coating). The highest levels of Competency, Specification and Performance Assessment at all stages from Design onwards are essential to maximise FOW Equipment life with Operators now seeking up to 35yr lifespans.
In the Cathodic Protection World, initial FOW structures were designed to RP-B401 which provides good guidance for conventional fixed jackets but is considered inadequate for monopiles or floating turbines. Latest available standards however, (the improved) RP-B401 and (the new) ISO 24656 require design by a competent, experienced CP Engineer/Expert (and Level 4 certification is the best measure, noted on both DNV and ISO).
One of the Key Objectives of our participation was to help drive Quality throughout the FOW Industry.
ICATS and ICorr’s presence at the Expo resulted in more than 60 high quality leads and around half of these were enquiries related to our existing –‘Training Services’ and others requesting new courses specifically covering the updated RP-B401 – 2021 and (the new) ISO 24656 – 2022 standards.
The Event provided excellent FOW Industry engagement and neatly followed our very well attended North-East branch sustainability conference. North East Branch – Institute of Corrosion (icorr.org) refer Local Technical Programme – 2023 Presentations.
On 17th November 2023 the Aberdeen Committee, as close partners of the North Scottish Branch of The Welding Institute (TWI) were invited to attend their 38th Annual Dinner, held at the Aberdeen Altens Hotel. This year the TWI are celebrating their 100th Anniversary.
Aberdeen Branch Committee Members – L to R, Mei Ling Cheah (former YICorr Officer and now Vice Chair), Steve Paterson (YEP Mentor’s and Case Study Co-ordinator), Lian Ling Beh (Secretary Internal), Nigel Owen (Secretary External), Eilidh Macdonald (2022 YEP Winner and now Events Co-ordinator) and Leela Ramachandran (University Liaison & CPD Officer).
There were some truly excellent presentations by Brian Bell (TWI Chairman), Katy Heidenreich (OEUK – Offshore Energies UK, Supply Chair and People Director) and Stephen Anarach (TWI- Oil and Gas Energy Transition Manager).
Later guests from across Energy companies in Aberdeenshire, were greatly entertained by Gordon Smith, former CEO of the Scottish Football Association and professional footballer who made 490 league appearances, six international appearances and scored 117 goals for teams including Brighton, Kilmarnock, Manchester City, Oldham Athletic, Rangers and Stirling Albion.
With some hilarious storytelling, Gordon told us what really goes on behind the scenes in the football world and some key life lessons from his own experiences.
The Aberdeen Branch expresses its sincere thanks to the committee of the TWI North Scottish Branch for making this all possible.
We use cookies to optimize our website and our service.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.