
The cart is empty!

Fellow’s Corner – Nov/ Dec 25
This series of articles is intended to highlight industry-wide engineering experience, guidance and focussed advice to practising technologists. It is written by ICorr Fellows who have made significant contributions to the field of Corrosion Management.
Can Corrosion Be a Help Rather Than a Hindrance?
Gareth Hinds, PhD, FICorr, EFC President, ICorr Past President
Meet the Author

Gareth Hinds
Dr Gareth Hinds is Senior NPL Fellow and Fellow of the Institute of Corrosion. He is Science Area Leader in the Electrochemistry Group at the National Physical Laboratory in Teddington, United Kingdom. His primary expertise is in the development of novel in situ diagnostic techniques and standard test methods for assessment of corrosion and material degradation in energy applications. Gareth is a Fellow of the Royal Academy of Engineering and holds visiting professorships at UCL, the University of Strathclyde, Harbin Institute of Technology and the Institute of Corrosion Science & Technology, Guangzhou. He is the author of over 200 publications and is currently
President of the European Federation of Corrosion.
Corrosion is often viewed in a negative light. It can lead to premature failure of metallic components and infrastructure, with significant economic, environmental and safety-related consequences. As ICorr members, we’re only too familiar with the need to combat this ever-present threat. However, in the right circumstances corrosion can also be exploited as a force for good! This Fellows Corner article takes a closer look at some examples.
Galvanic Cells
Corrosion is an electrochemical phenomenon involving the transfer of electrons and ions between conducting surfaces in contact with an electrolyte. It can therefore be harnessed in a controlled way to produce electrical power. When a battery is discharging, it acts as a galvanic cell, analogous to galvanic corrosion of two dissimilar metals, with the negative electrode acting as the anode and the positive electrode as the cathode. Control is achieved by isolating the electrodes from each other using an insulating porous separator, typically a polymer or ceramic. When the battery terminals are connected to an electrical load, usable DC current will flow. The first battery was the Voltaic pile [1], which was invented by Alessandro Volta in 1800. This consisted of alternating discs of zinc and copper separated by strips of cloth soaked in brine. The anodic reaction was corrosion of zinc, with hydrogen evolution on copper as the cathodic reaction. The Voltaic pile played a central role in the discovery of water electrolysis by Carlisle and Nicholson [2] in 1800 (only a few months after its invention) and in the isolation of chemical elements (Na, K, Ca, B, Ba, Sr and Mg) by Humphry Davy [3] in the early 1800s.

Figure 1: Statue of Alessandro Volta In His Birthplace of Como, Italy, Featuring His Voltaic Pile [1], The Forerunner of The Modern Battery.
Volta mistakenly thought that the operation of his battery was a consequence of static electricity and seems to have used it mainly to deliver electric shocks to unsuspecting volunteers. It wasn’t until the 1830s that Michael Faraday demonstrated the electrochemical basis of its operation. Nevertheless, Volta’s invention and its subsequent evolution formed the basis for electricity generation throughout most of the 19th century, until the discovery of the electrical generator in 1870.
Today, batteries are playing a vital role in decarbonisation of our energy system, most notably in electric vehicles and grid storage. Unlike most forms of corrosion, the electrochemical reactions in some batteries are reversible. Examples include lithium-ion and lead-acid batteries, which can be charged and discharged many times over their lifetime. If only all corrosion reactions behaved in the same way!
Another well-established electrochemical technology that operates under the same galvanic principle is the use of sacrificial anodes to prevent corrosion. Anodic dissolution of the more active metal (usually an alloy of magnesium, aluminium or zinc) allows the more noble metal (normally steel) to remain protected under conditions in which it would otherwise freely corrode. This is the basis for cathodic protection of a wide range of infrastructure, including pipelines, storage tanks, marine structures and reinforced concrete.
Like batteries, cathodic protection has a long history, dating back to 1824 when Humphry Davy used iron anodes to protect copper sheathing on the hull of HMS Samarang [4]. While this did prove highly effective in preventing the copper from corroding, it was soon observed that marine biofouling had increased dramatically, as copper ions were no longer being released in sufficient quantity to kill the microorganisms. Since biofouling creates drag that slows down the ship, the Royal Navy decided that on balance it was better just to let the copper corrode, highlighting yet another beneficial effect of corrosion!
Surface Modification
Corrosion of a metal surface can be advantageous if it leads to the formation of a highly protective film. This is the case with weathering steels used in the construction industry. When exposed to atmospheric conditions, these steels initially corrode like mild steel but over time a dense, stable, patina forms that effectively prevents any further corrosion and is self-healing if damaged. This leads to huge cost savings in that no painting is required and maintenance costs are minimal.
Weathering steel was introduced in 1933 by US Steel as a high strength material for coal wagons in the railway industry. The steel composition had been developed by trial and error over many decades and it was entirely by chance that its corrosion resistant properties emerged. It was trademarked as ‘Corten’ steel – ‘Cor’ for ‘corrosion resistance’ and ‘ten’ for ‘tensile strength’. The mechanism behind the establishment of a corrosion-resistant patina is still not fully understood but it’s clear that wetting and drying cycles are required and that copper is the most important alloying element. Of course, care should be taken not to use weathering steels in environments where a protective patina does not form. This will often be the case if the steel remains continuously wet or is exposed to high levels of chloride. Similarly, service experience shows that the patina forms more effectively in industrial and urban environments than in rural environments where atmospheric corrosion rates are much lower.
The most famous example of the use of weathering steels in the UK is probably the Angel of the North statue in Gateshead, which is seen by an estimated 33 million people every year due to its elevated position close to major North-East road and rail arteries [5]. Erected in February 1998, it was designed by sculptor Anthony Gormley and stands 20m tall with a wingspan of 54m. Most of Gormley’s work is in bronze, but in this case weathering steel had to be used to provide sufficient strength to withstand periods of high wind.


Figure 2: The Angel of The North Statue In Gateshead [5] Was Constructed From Weathering Steel Due To Its Combination of Mechanical Strength And Corrosion Resistance. Image Source: Saw2th CC BY SA 2.0.
The widespread use of aluminium, stainless steel and other corrosion resistant alloys also depends on the formation and self-healing properties of a protective oxide layer in a range of aqueous environments. Here, the balance between metal ion dissolution and oxide formation governs the level of protection offered by the passive film. Passivation is a direct consequence of corrosion; without this critical phenomenon many engineering alloys would be completely useless!
Another advantageous surface modification that can arise from corrosion is crack tip blunting. Stress corrosion cracking, where stress and a corrosive environment combine with a susceptible microstructure to generate fracture well below the yield stress of the material, is a common failure mechanism in many industrial applications. Initiation and propagation of stress corrosion cracks depends on the presence of stress raisers such as corrosion pits and crack tips. However, when the corrosion rate is sufficiently high, dissolution of the metal can round off the sharp edges of the crack tip, significantly reducing the stress concentration factor and arresting crack growth. This can be useful as a means of mitigating crack development, but a balance is clearly needed as if the corrosion rate is too high other issues will emerge.
Selective Material Removal
Chemical etching is a well-established manufacturing process whereby corrosion is actively employed to achieve selective removal of material from a metallic component to realise the desired final shape. A masking material is often used to protect areas of the surface where material removal is not desired.
Very precise control of component shape can be achieved through the application of a photo-resistive material, a light-sensitive polymer that is stable in the etchant, to the entire surface. Prior to the etching step, exposure to light through a patterned mask can either weaken or strengthen the photoresist material, allowing removal of selected areas with an appropriate solvent.
The etching process can be used to manufacture highly intricate and complex shapes for a range of important applications, including aerospace, automotive, medical, microelectronics and energy conversion and storage devices. This avoids the issues of burrs and residual stresses that can be introduced by mechanical milling.
The earliest known application of chemical etching comes from ancient Egypt, where it was used to inscribe jewellery with hieroglyphs and images of deities. This was carried out in a relatively crude manner using rudimentary acids and abrasion. The process became more sophisticated over time with the invention of acid baths in the 15th century and modern etchants developed during the Industrial Revolution.
In metallography, acid etching is a well-established technique for microstructural characterisation of metals and alloys. A common etchant is nitric acid, which tends to remove material in the grain boundaries more rapidly than the grains themselves, making the microstructure easier to see in an optical microscope. This allows visualisation of grain size, phase segregation and inclusions that can be linked to the properties of the material.
Aesthetics
The products of corrosion can display a wide range of pleasing colours due to the optical properties of metal oxides. Energy is absorbed and released by electrons as they transition between energy states in the metal atom when interacting with light. Every metal oxide exhibits a distinctive colour that depends on the metal, its oxidation state and the surrounding chemical environment. For example, iron oxides are mostly reddish-brown, cobalt oxide is blue and magnesium oxide is white.
The green-blue patina that forms over time when copper is exposed to atmospheric corrosion is copper carbonate. This patina is not only visually attractive but also highly protective of the underlying metal. Famous landmarks incorporating this feature include the Statue of Liberty, the Kremlin Palace and Berlin Cathedral. However, one of the major drawbacks of the use of copper in less high-profile structures is that it is often targeted by thieves for its high resale value. In February 2017 for example, St Peter’s Church in Kirby Bellars near Melton Mowbray, Leicestershire, faced a £70k repair bill after the theft of a large amount of copper from its roof [6]. Sadly, this is becoming an increasingly common issue, particularly in rural communities.

Figure 3: The Striking Colour of The Domes on Berlin Cathedral is A Result of Prolonged Atmospheric Corrosion of Copper.
Pigments are products of corrosion that exhibit colour and have been used in art since antiquity. Use of pigments dates back 400,000 years to early humans who used yellow ochre (hydrous iron oxide) for ritual painting. Red ochre (anhydrous iron oxide) features heavily in cave paintings from the Neolithic period, such as those found at Lascaux in France. Early pigments used by artists were based on minerals and clays, although these have now been largely supplanted by modern synthetic variants.
Corrosion can even be an art form in itself. Jean Kittel, a researcher at IFP Energie Nouvelles in Lyon, France, has created a collection of artwork based on corroded metal, including copper, bronze and iron [7]. This impressive work was highlighted recently when two of his pieces were selected as prizes for a scavenger hunt that took place to mark 2025 World Corrosion Awareness Day [8].
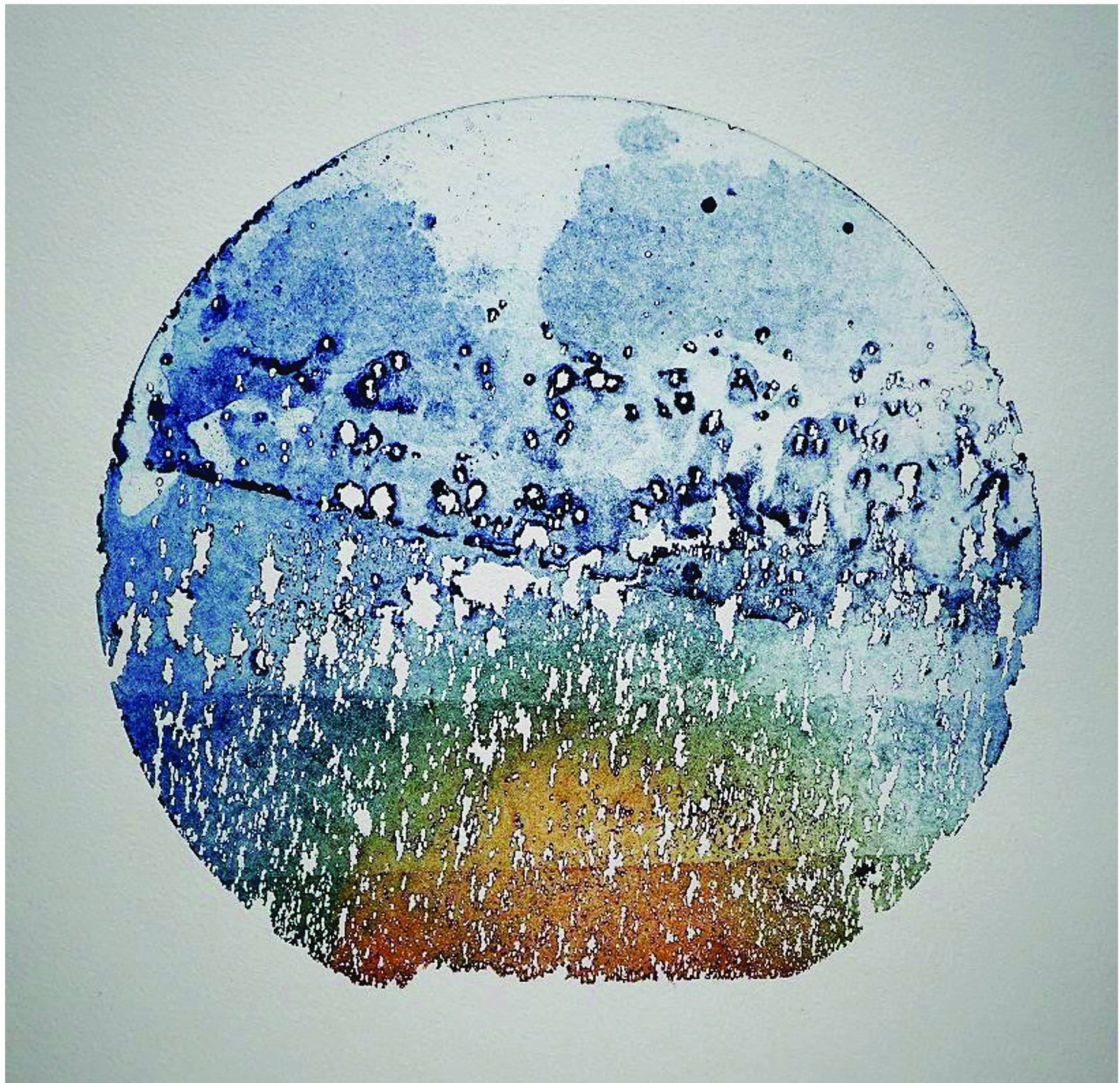
Figure 4: Artwork By Jean Kittel [7] In Which A Corroded Polishing Disc is Printed With Prussian Blue And Sanguine Inks. Image Provided By Jean Kittel.
Material Functionality
The presence of a corrosion reaction can add considerable value if it leads to an improvement in the functionality of a material. Often the corrosion process is intentionally incorporated into the material or component design for maximum benefit.
Biodegradable medical implants are designed to be dissolved completely via corrosion once their primary function has been completed, thereby avoiding the need for a second surgery to remove them. The majority of these are organic or polymer-based but this is not possible for orthopaedic implants, where metals are required due to their higher load-bearing capacity.
In contrast to their well-established corrosion-resistant counterparts, such as titanium and cobalt-based alloys, metallic biodegradable implants are typically based on magnesium and zinc alloys that are much more susceptible to corrosion in the environment of the human body [9]. This is still an emerging area, with further research required to optimise design and implementation.
Just a small amount of corrosion of the steel reinforcement bars (rebars) in reinforced concrete enhances adherence of the concrete to the steel [10]. This is due to a combination of increased surface area and the expansion of the iron oxide to fill voids between the steel and the concrete. Of course, all benefit is lost at higher corrosion rates as the expansion of the oxide then creates stresses that lead to debonding and cracking of the concrete.
In alkaline water electrolysis, stainless steel catalysts can become activated by corrosion, leading to higher rates of hydrogen production [11]. Selective etching of the surface, particularly of chromium, leads to the formation of a nanostructured, porous surface layer that is rich in catalytically-active nickel and iron oxides. Again, caution is required as there is a trade-off between activity and stability that can be challenging to manage.
More generally, corrosion accelerates nutrient cycling in ecosystems by breaking down minerals in rocks and making them available to living organisms. So it’s also a vital component in keeping us alive and healthy.
Summary
It’s clear that there are many positive aspects of corrosion that, when used and controlled in the right way, are highly beneficial in a range of important applications. As always, there’s a balance, and care needs to be taken that any downsides are well mitigated.
However, there’s one additional major benefit that shouldn’t be overlooked. Let’s not forget that corrosion keeps most people reading this in business! Metals will always revert to their oxides if we do not intervene judiciously. For this I guess we ought to be thankful!
References
[1] A. Volta, On the Electricity of the Pile, Philosophical Transactions of the Royal Society, September 1800.
[2] T. Smolinka et al., Chapter 4 – The History of water electrolysis from its beginnings to the present, Electrochemical Power Sources: Fundamentals, Systems, and Applications 83, 2022.
[3] J.L. Marshall, Humphry Davy and the Voltaic Pile, Chem 13 News Magazine, April 2019.
[4] H. Davy, Additional experiments and observations on the application of electrical combinations to the preservation of the copper sheathing of ships and to other purposes, Philosophical Transactions of the Royal Society, January 1824.
[5] P.J. Nicholson, Antony Gormley, The Angel of the North, 1998, Occupational Medicine 68, 352, 2018.
[6] https://www.meltontimes.co.uk/news/crime/raiders-make-off-with-copper-sheeting-from-kirby-bellars-church-roof-2105331.
[7] https://www.jean-kittel-estampes.com/.
[8] https://www.ampp.org/blogs/
webmasternaceorg/2025/04/14/ampp-joins-global-effort-of-corrosion-prevention.
[9] B. Xia, Y. Liu, Y. Xing, Z. Shi, X. Pan, Biodegradable medical implants: reshaping future medical practice, Advanced Science 12, e08014, 2025.
[10] A. Ouglova et al., The influence of crrosion on bond properties between concrete and reinforcement in concrete structures, Materials and Structures 41, 969, 2007.
[11] Y. Zuo et al., Stainless steel activation for efficient alkaline oxygen evolution in advanced electrolyzers, Advanced Materials 36, 2312071, 2024.