Compiled by: Stephen Tate – Immediate Past President (ICorr), 2022-2024
ICorr are very pleased to support Tomorrow’s Engineers Week 10-14th 2025 and the STEM Big Bang at Parliament on 24th November 2025.
Introduction
Photo: Failed Structure due to Corrosion
Corrosion of Metals impacts all Countries to varying degrees, according to the local climate and operating conditions. Key factors are pressure, temperature, humidity and any contaminants present, for example Oxygen or Carbon Dioxide.
This has major financial impacts and causes loss of important Infrastructure – Bridges, Hospitals and Schools for example.
Did you know that in the UK, the total Cost of Corrosion equals the current spend on Education provision (about 4% of GDP).
This is money that could otherwise be spent on providing new and improved Facilities.
Our Institute
The Institute of Corrosion (ICorr) was founded in 1959 and is dedicated to promoting Corrosion Prevention, through Education, Professional Training and Certification.
There are many ways in which Corrosion can be prevented through Design changes, Material changes, Applied Coatings, Chemical Treatments and Electrochemical methods.
In the Corrosion Prevention Industry, there are so many interesting Career opportunities.
Whichever path you decide to take, or at whichever level you wish to start at, there are always avenues open to you and companies and organisations willing to assist you in achieving your Goals.
Contact Details:
I am happy to advise you in any way I can and can be contacted below, should you have any questions at all.
With my very best wishes for your future career. I wish you every success.
Aberdeen, United Kingdom – International industrial services provider Bilfinger has been awarded a significant contract to deliver Non-Destructive Testing (NDT) inspection services across all of bp’s North Sea assets.
This new award builds on the longstanding collaboration between the two companies and follows the recent three-year extension of Bilfinger’s insulation, access and painting (ISP) contract with bp in the UK, which was first secured in 2019.
Under the agreement, Bilfinger will deploy a wide range of advanced inspection technologies, including robotics and artificial intelligence, to enhance asset integrity management. These solutions are designed to increase efficiency, improve safety, and reduce carbon emissions, supporting bp’s wider commitment to sustainable offshore operations.
A key feature of the contract is the introduction of a fully integrated, end-to-end digital workflow. This approach aims to transform inspection practices by enabling real-time data management, streamlined reporting, and AI-ready integration. By embracing smart digitisation, Bilfinger will deliver inspection services that not only meet but exceed industry expectations for reliability and sustainability.
The expansion of service scope across the North Sea assets demonstrates bp’s continued confidence in Bilfinger’s capability to provide safe, efficient, and innovative solutions. It also reinforces Bilfinger’s position as a trusted partner for the oil and gas industry in the UK continental shelf.This latest contract strengthens the company’s portfolio of asset integrity and inspection services, ensuring the continued safe operation of critical offshore infrastructure in one of the world’s most mature oil and gas regions.
Chris Fyfe, an ICorr Fellow member, is a senior field auditor and coach at International Paint (a division within AkzoNobel) with over 40 years of experience in protective coatings and corrosion control. He has a strong background in passive fire protection (PFP). He has provided on-site technical support and managed complex fabric maintenance projects within the oil and gas sector. He is a strong advocate for professional development and has championed the training and upskilling of many Epoxy PFP applicators.
1. Introduction
Epoxy Passive Fire Protection (EPFP) systems are safety-critical coatings that are installed in high-hazard process facilities and sometimes also in public buildings. Their requirement is often driven by legislation and are considered of life-safety importance.
Epoxy Passive Fire Protection (EPFP) is designed to insulate critical steel structures from the temperature rise (heat) in a fire event. This safety-critical insulation function slows the temperature rise to maintain structural or pressure retaining integrity, giving time for emergency shutdown, inventory blowdown, and/or safe abandonment. Therefore, correct quality control activities during the whole installation process are critical; this is because the entire system holds a function but ultimately is only as strong as its foundation. For example, when the EPFP is applied to a galvanised surface, the galvanising itself becomes that foundation, and therefore, it’s critical that confidence (quality assurance) is demonstrated. If the galvanising fails, then the EPFP may become compromised.
Hot-dip galvanising creates a metallurgical bond between zinc and steel. When executed correctly on a properly prepared surface, this bond is incredibly robust. However, several factors in the galvanising process can create a weak and unreliable substrate that may be unsuitable for supporting a safety-critical EPFP system. It is crucial to understand that these issues are not restricted to EPFP alone; they are a fundamental concern for all high-build coating systems that rely on a strong foundation to function. An example of galvanised steel section with EPFP applied is shown below in Photo 1.
This article will explore:
1. The inherent risks associated with galvanising including excessive thickness, metallurgical defects, and inadequate repair methods that can compromise the bond and ultimately could detract from the overall durability of the system.
2. This article will argue that the best practice is the direct application of EPFP paint systems to properly prepared steel substrates as a correctly installed EPFP system can give a comparable durability range. Therefore, galvanising should only be considered as a substrate for EPFP when there are no other design options available, and even then, only with additional (stringent) quality control measures that may go beyond typical industry/project expectations. This article will explore the inherent risks associated with galvanising including excessive thickness, metallurgical defects, and inadequate repair methods that can compromise the bond and ultimately could detract from the overall durability of the system.
2. The Challenge with Galvanising
The ability of a galvanised coating to support an EPFP system can be severely impaired by several influencing factors:
•Excessive galvanising thickness: The primary source of impairment.
•Metallurgical defects: Inclusions and weak layers that may form during the galvanising process.
•Poor bonding: Initial or Inadequate surface preparation leading to a weak bond.
•Surface passivation: Post-galvanising treatments that can impair adhesion.
The “Thicker is Better” Concept
Standard galvanising specifications like ISO 1461 and ASTM A123 are written with no consideration that EPFP system may also get specified and are typically for corrosion protection, they do not consider any additional thick film coating such a EPFP system.
They often imply that exceeding the minimum with no consideration to maximum thickness is not a cause for concern. However, for EPFP applications, this is a dangerous misleading understanding. Experience has shown that as a galvanised coating thickness increases, its cohesive strength may decrease. The primary drivers for this excessive growth are the chemical composition of the steel—typically its silicon (Si) and phosphorus (P) content—and the thermal mass of the steel section [2].
• High Silicon and Phosphorus Content: Steel with high levels of silicon (particularly in the range of 0.04% to 0.14%, known as the “Sandelin range”) and phosphorus accelerates the growth of the zinc-iron alloy layers (eta, zeta, and delta).
• Uncontrolled Growth: Rapid growth results in a thick, brittle, and often friable zeta layer. Instead of a dense, tightly bonded coating, there is an increasing likelihood that a coarse crystalline structure which is inherently weak may result.
Therefore, a galvanised coating that is too thick—for example, exceeding 250 µm (microns)—may not be robust when coated with thick EPFP coatings. It may have micro-cracks and a high degree of internal stress resulting in voids and weak layers. When the EPFP is applied over this type of surface, the galvanised layer itself can delaminate due to stress imparted by the EPFP.
3.Setting Strict Limits
Therefore, a robust, well-written project specification should consider the standard galvanising process and procedure but, in addition, set its own quality control and quality assurance requirements. The following limits should be considered important:
• Upper Galvanising Limit: The galvanising thickness must be strictly controlled. Any measurements exceeding 250 µm should trigger a formal integrity assessment. Sections with thicknesses greater than 250-400 µm should be quarantineduntil additional quality control testing can give assurance of acceptability. This includes but is not limited to. Adhesion testing using both internationally recognised standards and EPFP manufacturers’ recommended procedures.
• Mill Test Certificates: Engineers and specifiers should always review the steel’s Mill Test Certificate (MTC) at the design stage. An MTC (specifically a Type 3.1 certificate as per ISO 10474) provides a detailed chemical breakdown. If the silicon and phosphorus levels are high, excessive galvanising growth could be considered predictable, and the required additional inspection protocols can then be implemented by the engineer early at the galvaniser’s facility.
4.Defects Which Could Impair Performance
Defects within the galvanising layer that may create points of failure.
• Ash and Dross Inclusions: Ash (zinc oxide from the zinc bath surface) and dross (iron-zinc particles from the bath bottom) can become entrapped in the coating. These inclusions can be poorly bonded, creating an area of instant non-adhesion for the primer and EPFP [3].
5.Process Factors which Could Impair Performance
Properties at the surface of the galvanising layer that may create immediate points of failure.
• Passivation and Quenching: Post-treatment of galvanised surfaces with chromates or water quenching is common. Water quenching creates a thin, weak layer of zinc oxides and hydroxides on the surface. Chromate treatments are often used for aesthetics.This layer is completely unsuitable for coating adhesion and should be prohibited in the project specification. Any steel that has been water-quenched should be rejected before an EPFP application.
• Use of Cold Spray Repair Compounds: Where surface defects are observed by the galvaniser, cold spray repair compounds may be used to improve the aesthetic appearance of the galvanising.
Note. These repair compounds are not compatible with EPFP systems and may lead to coating system delamination. Any items where cold spray repair compounds have been used should be rejected prior to EPFP system application.
6.High Film Builds: A Closer Look at the Implications
When a thick-film material like EPFP is applied over a cohesively weak galvanised layer, several critical issues could materialise.
1. Adhesion Failure: The primer for the EPFP system cannot achieve a proper bond to a galvanised surface which is contaminated with weak oxide layers or has incompatible treatments applied. The failure point is within the incompatible treatment in the case of cold spray repair compounds or between the primer and the galvanised steel.
2. Internal Stress: The EPFP can induce stress during cure, and a brittle or weak, over-thick layer may crack or delaminate.
7. Remedial Actions: No Half Measures
When non-conformances are found, the remedial actions need to be appropriate to the EPFP system application. The goal is not to “repair” the galvanising in the traditional sense but to create a sound substrate for the EPFP.
1. Quarantined: For issues like water quenching or thickness exceeding 250 µm to 400 µm, the section should be quarantined. Until quality assurance can be demonstrated.
2. Thorough blasting with appropriate media: For sections with excessive thickness (250 µm – 400 µm) or surface defects like ash, the only acceptable method of repair is to aggressively abrasive blast. The goal of a “sweep blast” is not merely to create a profile; it is to remove the defective and friable outer layers of the galvanising until a sound adherent zinc layer is exposed. If this means blasting through to harder alloy layers in localised areas, then the justification can be presented: “Lifetime expectation is met by the application of the EPFP system.” However, this must be brought to the client’s attention as a technical or engineering query, as it fundamentally changes the specification requirement.
3. Stop Inadequate Repairs: Standard galvanising repair methods, such as cold spray repair compounds detailed in standards like ASTM A780, or the use of zinc-based solders (“zinc sticks”), should not be accepted for surfaces receiving EPFP. These repairs do not possess the cohesive strength or compatibility with the EPFP system and could create a point of failure.
All galvanised steel specified for EPFP application should always be sweep blasted to remove surface contaminants and any weak oxide layer, providing an angular profile of 50-75 µm for the EPFP system to anchor against. This should be stated clearly in the specification.
8. Conclusion: A Call for Best Practice
The industry must shift its mindset. Applying EPFP over hot-dip galvanising introduces significant, unnecessary risk to a facility’s most critical safety infrastructure. The default specification should always be EPFP applied directly to appropriately primed steel prepared to the EPFP manufacturer’s requirements.
When galvanising is unavoidable, it must not be treated as a finished product but as a substrate in need of quality control and further preparation for the EPFP system.
To achieve a safe and reliable outcome, the following actions should be considered essential.
• Early Intervention: Review mill test certificates at the project’s outset to identify reactive steels and plan for heightened inspection.
• Specify Correctly: Write a detailed coating specification that explicitly prohibits water quenching and surface treatments and defines strict lower and upper thickness limits for the galvanising coating.
• Mandatory Surface Preparation: Mandate that all galvanised surfaces receive an aggressive sweep blast to remove weak layers and create a suitable surface profile before priming.
• Consult the Experts: Engage the EPFP manufacturer at the design stage to assist with specifications and inspection test plans (ITPs).
By prioritising the integrity of the substrate, we can ensure that these vital safety systems perform as designed, protecting assets, the environment, and, most importantly, lives.
Christian Stone, M.S., M.Phys., is a corrosion scientist and technical expert at Concrete Preservation Technologies (CPT) who specialises in the development of next-generation corrosion management systems, supports the use of cathodic protection worldwide, and is a leading expert in corrosion in RAAC concrete. Christian sits on a number of professional organisations, is a member of the Loughborough University RAAC Research Team and is currently undertaking further research on RAAC with Loughborough University.
Gareth Glass is a Director at Concrete Preservation Technologies (CPT), a position he has held since the inception of the company in 2005.He has extensive experience in materials technology, durability and rehabilitation of structures with over 100 publications to his name in the area of corrosion protection. He obtained his PhD from the Corrosion and Protection Centre, University of Manchester.
Introduction
The term ‘ageing factor’ (sometimes referred to as ‘ageing constant’) for galvanic Anodes, was first coined by Sergi et al in ‘Monitoring results of galvanic anodes in steel reinforced concrete over 20 years’ in Construction and Building Materials, 2020 [1]. The principle behind this idea is that discrete measurements of galvanic current data from precast anode systems, when plotted on a logarithmic graph, could be fitted with a straight line. Therefore, they claim that their anodes exhibit a ‘half-life’ model with the current trending to zero, halving over set time intervals, the ‘ageing factor’. They further claim that when the anodic current density falls below a threshold, the anodes no longer adequately protect the steel reinforcement.
Modelling – Apparent Discrepancies
The first site analysed by Sergi et al. was a bridge in Leicester; current was measured. approximately 26 times for 12 individual patch-anodes from a single patch over 20 years. The initial description of the anodic current describes three distinct stages of relatively stable current output, each below the prior level: 0-6 years, 7-14 years and 15-20 years. This was described, at least in part, due to a drop in pH of the pore solution of the electrolyte. A half-life ageing constant of approximately 7 years over which the current would half was then generated by the plotting of the current readings on a logarithmic scale and a straight line being fit to the data [1]. The reason for the choice of a logarithmic scale is not fully explained, with decreases in surface area and depletion of lithium hydroxide being cited.
This concept was furthered in the next year in the Journal of Building Engineering (June 2021) [3], at the Corrosion Conference (November 2021) [4], Structural Faults and Repair Conference (2022), an ICRI webinar, ’Design Considerations for Galvanic Anodes’ (December 2022) [5], in the book Life-Cycle of Structures and Infrastructure Systems [6], and 3rd Conference & Expo Genoa (2024) [7]. Throughout these publications, ‘ageing factors’ were published for approximately 12 elements using precast Vector Corrosion Technologies (VCT) anodes and their precast precursors, and included both site and laboratory data. Of particular note was the ICRI webinar and the AMPP Italy Corrosion Conference white paper, where the half-life style ‘ageing-factor’ hypothesis was applied to non-precast anodes manufactured by other companies, including Concrete Preservation Technologies (CPT) and an ‘ageing factor’ was published for CPT’s hybrid anode, one that is initially powered externally before being wired galvanically, the DuoGuardTM anode system [5,7]. The predicted ‘ageing constant’ published for these anodes was 2.9 years, and was compared unfavourably to the 11 year ‘ageing factor’ for their own products.
There were however, some significant changes made to use of this empirical model. Rather than being a model for some precast patch anodes manufactured by a single company and their precursor anodes the hypothesis was now being applied to anode arrays cast with a different geometry, embedded in a different cementitious material, located in the host concrete rather than a patch, and very importantly not activated using the same chemistry that was cited as a major cause of the exponential decay in the original paper [1]. DuoGuardTM is activated chemically in such a way that the activator is not depleted but recycled, continually drawn back to the anode. Therefore, the theoretical underpinnings cited by the authors do not appear to hold for these anodes. This has led to the need for a closer look at this model and whether it can tell us anything about the behaviour of these anode systems or whether the model can reliably predict the behaviour of CPT anodes.
In order to understand this model, it is important to first explore the stated and hidden axioms behind the hypothesis and how these lead Sergi, Whitmore and others to interpret their data in such a way. In this section, we will place to one side the fact that there is no stated theoretical underpinning to the choice of a logarithmic scale and allow for the strength of the predicted current data to judge its veracity.
Half-Life Theory Axiom – There is A Set, Minimum Current Threshold For the Protection of Steel In Concrete
The corrosion risk of steel is due to its environment. This should be a relatively uncontroversial statement, as it is known that steel in fresh concrete is passive and requires no cathodic protection, and steel in carbonated concrete has a lower corrosion rate on average than steel in chloride-rich environments [8]. Furthermore, corrosion rates can vary due to the exposure to moisture, availability of oxygen and be changed by coatings applied to the steel. It is therefore reasonable to assume that the amount of protection steel in concrete requires for protection is a product of its environment.
Although the authors do acknowledge the importance of chloride in the amount of current needed to protect steel in concrete [7], they ignore many of the other factors. This inherent complexity is why it is often much easier to measure changes in the steel due to protection rather than purely the current output of the system. Such measurements are common with impressed current cathodic protection (ICCP) systems that use ISO 12696:2021 [9], which gives steel potentials in the immune region and polarisation held in the steel. originating from Mixed Potential Theory [10,11], as criteria for protection. Within galvanic cathodic protection (GCP), it iscommon to track the depolarised steel potentials [12] to measure changes in corrosion risk, polarisation [13] and corrosion rates [14,15]. These measure the effect of the anodes on the steel rather than the output alone to determine the level of protection achieved.
Comparison of Anode Systems
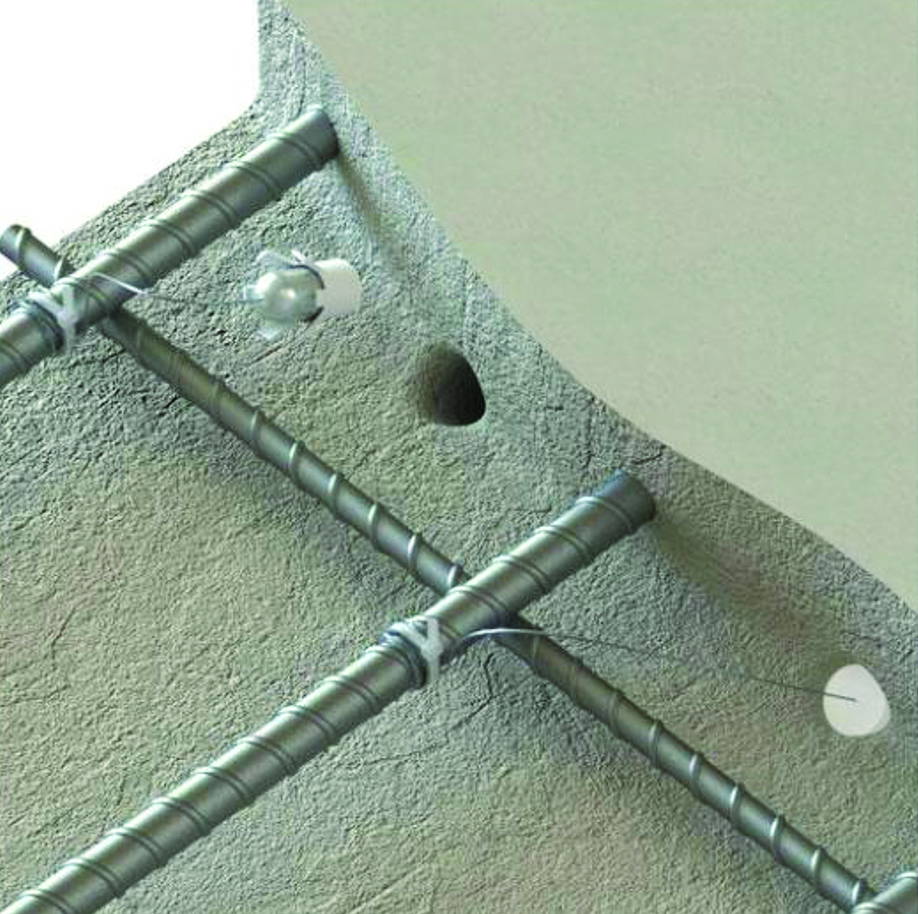
This is further complicated by the fact that some anode systems are installed in different ways, leading to varied current spread. It matters very little how much current an anode produces if it is not reaching the at-risk steel it is installed to protect. To explain this concept more clearly, two anode systems for patch repair will be compared: a precast anode designed to be tied onto the reinforcement in a patch and a patch anode that is installed into a putty in the periphery of the patch, away from a single steel rebar. Below CPTs precast anode RebaGuardTM and drilled anodes PatchGuardTM can be seen. RebaGuardTM is similar to the anodes installed in many of the author’s works.
The steel being protected by patch anodes is the steel outside of the patch, as the steel in the patch is in fresh, alkaline, contaminant-free concrete. The precast anodes are tied to the steel within the patch. It is not difficult to see that it is likely that a large portion of the current will take the easiest path between the zinc and the steel, to the reinforcement onto which it is tied. The current that does exit the patch must avoid taking the easiest path, passing through the interface between the patch and the host concrete, which will have a resistance and spread to the steel outside of the patch which is at some distance from the anodes. These anodes can and do work, but it is unlikely that all the current they produce is available to the steel they are protecting.
The PatchGuardTM anode is installed into the periphery of the patch, in the host concrete into a conductive putty, much closer to the steel it is designed to protect. Unlike the precast anodes, it is not tied to a single reinforcement, and the current will therefore more easily spread to the at-risk reinforcement. Furthermore, due to the increased resistivity of most patch materials and the resistive interface of the patch making current flow into the patch more difficult, it will favour passing current to the steel outside the patch rather than within the patch. It is therefore logical to think that the current from this PatchGuardTM anode will protect the rebar much more efficiently than the precast anode. Having the same current requirement for each of these anodes is illogical.
The validity of their threshold may be tested using the author’s data. The first work published in this series was the 20-year data from a ‘bridge in Leicester’ [1]. This site is a site which staff at CPT is quite familiar, and many senior members of staff were present at the installation of these anodes. Though the paper claims that after 20 years that the anodes are reaching the end of their life, with the current output dropping under their threshold for protection at approximately 14.5 years. In a statement to the Cathodic Protection Association (CPA) from March 2023 by CPT [16], it was shown that in 2015, ten years after the installation of the anodes, there was cracking in the element following the line of the reinforcement extending from the repairs. This is not a measure of success in a galvanic anode system and shows a flaw in their current threshold.
Potential Measurement Error – Taking Current Data From A Responsive System
One of the most important concepts with galvanic anodes is their responsive behaviour [17,18]. The driving voltage, as long as the anodes are activated, is due to the galvanic series and therefore can be approximated as constant; the current delivered to the steel is therefore largely dependent on the resistivity of the electrolyte in the circuit, the concrete. So, when the concrete is wet, full of ions, warm, etc, the circuit has a lower resistance and the cell between the zinc and the steel produces a higher current. This is a part of the draw of these anode systems as they give a level of protection which changes with the corrosion risk of the environment.
One of the issues that comes with this fluctuation in current is that when the anode currents are measured infrequently without other corresponding data, such as the weather. Steel polarisation or natural steel potentials – the data can be misleading. Currents taken on wet and warm days may be much larger than those taken on dry and cool days, which can make seeing trends in current output difficult, unless Adequate data is collected.
Furthermore, anodes installed into wet patches, or into slow-curing putties may have initial currents which are atypical due to the moisture surrounding the anode, decreasing the resistance between the zinc and the steel. In CPT’s anode systems, the putty may take many years to cure, a design feature to initially provide a larger current to aid in the passivation of the steel due to the reduction reactions at the steel surface producing hydroxide ions.
This ageing constant generated for CPT DuoGuard anodes was created from a few data points using anodic current data from only the first nine years of the galvanic protection [7]. This was during the period when the putty was curing. This may have led to some inaccuracies in predicting the long-term behaviour of these anodes.
Whiteadder Bridge – Duoguard Hybrid Anode System CASE Study
The data used by Sergi et al to calculate the ageing factor for DuoGuardTM anodes was taken from data published from Whiteadder Bridge in the UK [17].Here, two zones of anodes were installed within a proprietary putty in regularly spaced, drilled holes, and wired together to form arrays which protect the upper and lower portions of the structural element supporting the span of the bridge over a river. The anodes were installed to counteract the corrosion issues caused by de-icing salts and moisture ingress, including tidal flooding of the river.
The anodes were initially powered until at least 50kC of charge had been passed for every square meter of steel surface area to realkalise the steel environment, utilising the zinc’s ability to pass much higher currents than MMO titanium anodes when powered, and then connected directly to the steel via a junction box. Reference electrodes were installed in the zones, and the current output of the anodes alongside the reference potentials were measured by a data logger installed in an enclosure. This gives a constant stream of data, far in excess of those sites of similar ages used in the work by Sergi and Whitmore.
The element has been protected for 18.5 years now without the need for any maintenance beyond the replacement of SIM cards in the enclosure which transmit the data wirelessly to our office, and has been monitored with over 100,000 data points collected over the first 17.5 years of protection in each zone and over 1,000,000 data points collected in sum. The data used for the predicted 2.9-year ageing factor found in the AMPP Italy white paper [7] was taken from the first 9 years of data [17], which was not the most recent publicly available data set at the time [18] and appears to include only a small number of data points. It is unclear how these data points were selected. Due to the initial charging of the anodes, the authors claim that it would be expected that such anodes would likely have a decreased life due to having to pass a large amount of current early in their design life [7].
Although this model is now used in specifications and design documents worldwide, this will be the first predictive test of their empirical model and, importantly, a test of whether this model can be applied to anodes other than their own, for which they likely have a greater abundance of data. The aim of the following section is to analyse the predictive power of this model using data from the CPT site used in their analysis using the most recent data collected which presumably they had little access to.
Site Data – Responsive Behaviour
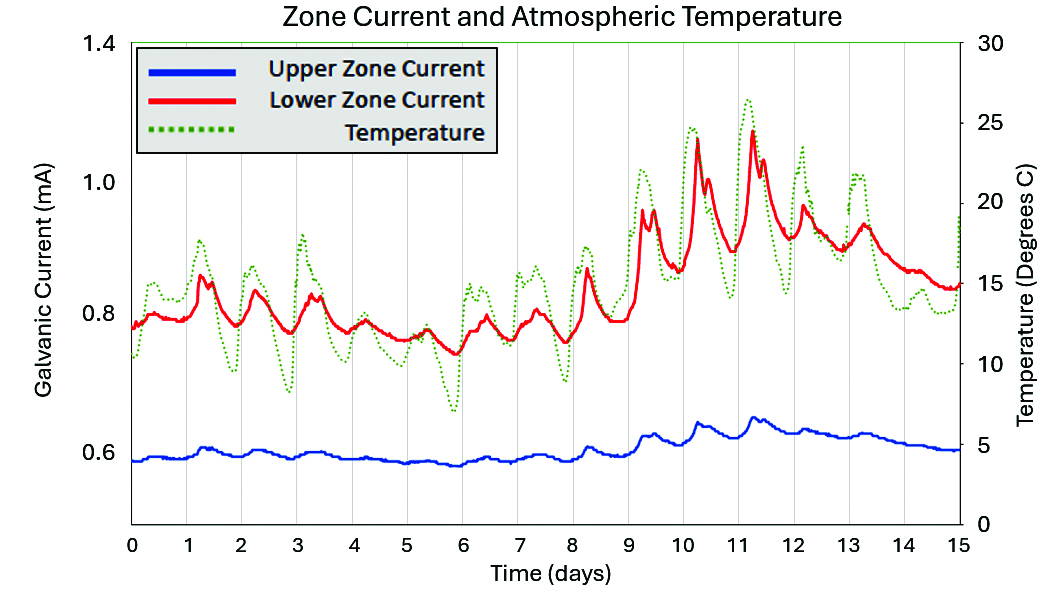
Below are the current and the polarised steel potentials for the lower zone of anodes installed on Whiteadder Bridge above, the same data used in the author’s work [7,17], but now with an additional 8 years of data. The red line is the galvanic current data showing the characteristic responsive behaviour with currents rising and falling in yearly cycles due to temperature changes and peaking during periods of increased moisture due to rainfall or flooding. This supports the theory that current is being driven in these anodes due to changes in resistance in the concrete electrolyte. The blue line is the polarised steel potential. When the current increases, we see a corresponding peak in the steel potential as the current generates a polarisation in the steel. Polarisation is a sign of steel passivity, with more passive steel polarising more easily than corroding steel. A green line has been added to show that over time the steel potentials are trending less negative, an indication of increased steel passivity.
The first few years of the data do show an increased current output from the anodes. As was previously stated, this is likely due to the putty into which the anodes were installed curing. After this period, the current appears to become more stable and respond to changes in resistivity from a relatively stable baseline. Taking a closer look at the data from around 9 years after installation, we can see the current from both zones increases due to fluctuations in temperature during the day as well as throughout the year. This response to corrosion risk with increased protection is one of the hallmarks of a naturally smart corrosion management system that is driven by electrochemistry.
After flooding and rainfall, we can see that not only does the current increase due to the moisture ingress, but it also falls slowly as the moisture evaporates, leading to increased protection during the entire period of increased risk. Furthermore, some of the peaks in current seen during periods of increased moisture are larger than
the initial anode current, indicating that the current output is not being primarily driven by a build up of corrosion products or a depletion in activator for these systems but a reaction to the environment and the corrosion risk.
Testing he Predictive Power of The Half-Life ‘Ageing Factor’
In order to test the predictive power of the model, we must choose a null hypothesis against which it will be compared. The simplest null hypothesis would be that the median current the system was producing between 8 and 9 years, the last year of the data set utilised by the authors, stays constant. This appears to be a fair null hypothesis to test their predicted values against, as one predicts a decrease and the other predicts no decrease in current.
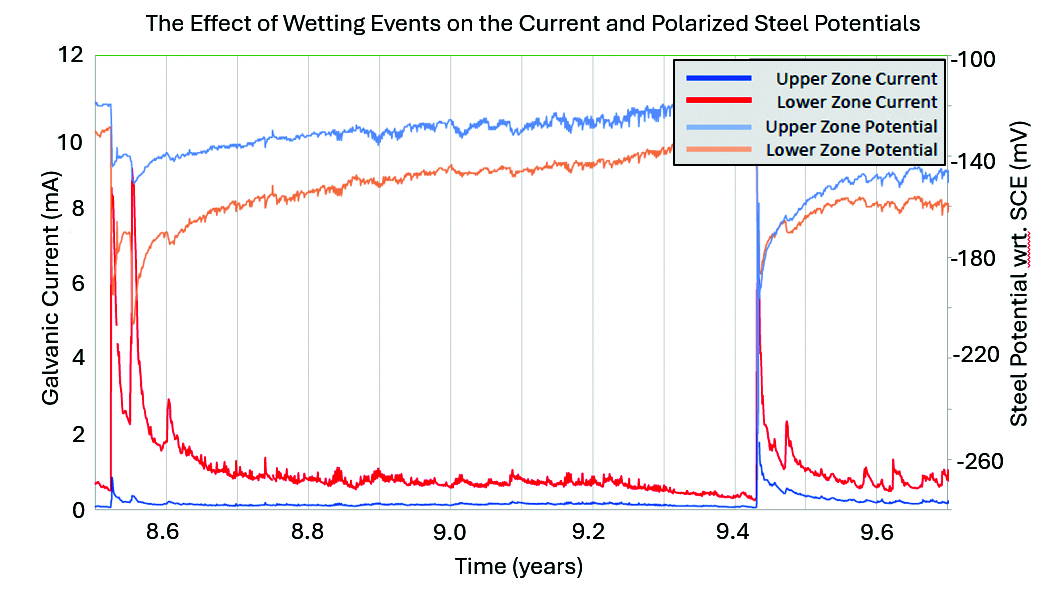
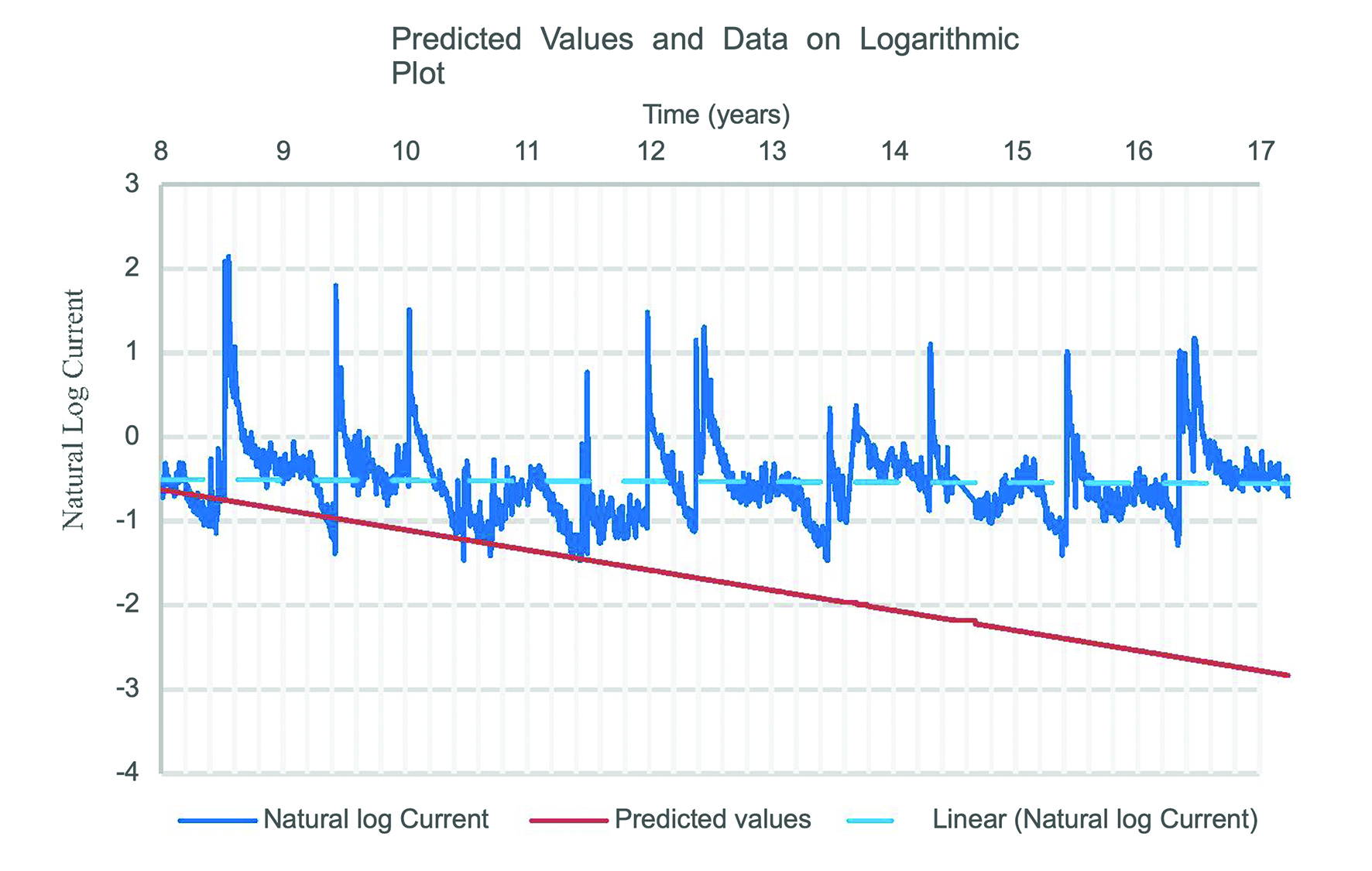
The authors published a half-life ‘ageing factor’ of 2.9 years, where the current halves every 2.9 year period. Here we have plotted the predicted values for each hypothesis against the data collected from the site during the period from year 8 to year 17, approximately 3 ageing factors or an expectation that the current, if the model is correct, will fall by more than 87.5%. A log current graph was chosen to transcribe the half-life model data into a straight line in a similar fashion to that employed by Sergi in his work.
As can clearly be seen, the values predicted by the ‘ageing factor’ model (red) diverge from those measured on site over time, whereas the constant current model fits the data much more closely. This becomes evident when the mean squared error (MSE) of each predicted data set is measured; with the half-life hypothesis having an MSE of 0.237 mA2 and the MSE of a simple constant value model being 0.0135 mA2, an order of magnitude smaller.
The error is likely due to a misunderstanding of how these anodes will behave differently over time due to their activation chemistry and presuming that the same methodology should be employed without testing other hypotheses, leading to the authors choosing to fit the same exponential decay that fit their own data. A simple change in their methodology to presume an exponential decay overlaying a more stable pattern can lead to a much better fit in the data and a lower MSE over the previously available data.
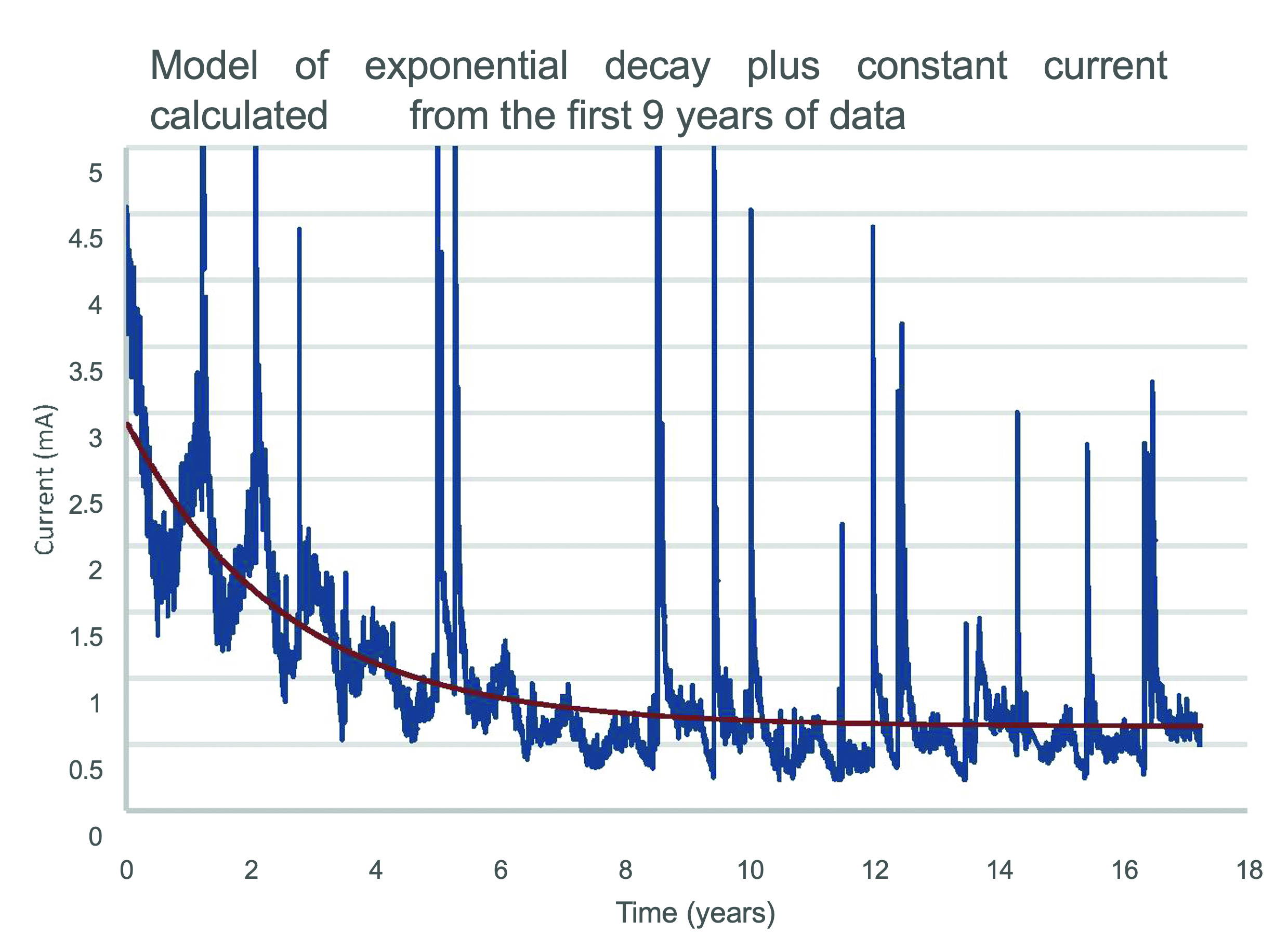
Below is an empirical model presuming a decay plus a constant current calculated using the first 9 years of data only. It should be noted that this is not a lifetime predictive model for these anodes, which will depend on many factors, as the anodes will not continue protecting the steel indefinitely and it is expected that when the volume of the anodes reduces beyond a threshold the ratio of zinc to steel surface areas will be insufficient to pass the same current. This fact in included in the design calculations of these anode systems. This is also not an endorsement of current being used as a benchmark for anode performance. However, as around 7% of the anodes on this site have currently been consumed, in the lifetime provided for this system it is unlikely to reach this threshold and this basic model may suffice, depending on environmental conditions. Therefore, over this limited time period, a relatively stable current may be used as changes in surface areas are relatively slow due to the anode geometry chosen by CPT and the activator should continue to keep the zinc active. An initial period of higher current due to the resistivity drop from the curing of the putty is also included in this limited model.
We believe that much of the error in the predicted value of the ageing term is due to the presumption that the overall behaviour would be similar. However, the difference in the activators used to keep the anodes active may lead to differing behaviour giving precast anodes an exponential decay of current to zero. This depletion in their activator, may lead to the amount of protection being in a large part dependent not on the amount of zinc but rather on the amount of activator utilised. Activators such as lithium hydroxide are consumed, may be leached away from the anodes, and carbonate after manufacture. Anodes activated in similar ways to PatchGuardTM and DuoGuardTM are likely to age very differently, as the availability of activator will not deplete in the same fashion and are therefore unlikely to show the same ageing characteristics. This can be seen clearly by calculating their hypothetical ageing constant using the data from years 8-17 using the same method as Sergi et al. Here we calculate the ageing constant over which the current is halved to be over 36,000 years. This is plainly absurd, as the zinc will be completely depleted after around 100-250 years. The underlying ageing of CPT anodes is therefore very unlikely to be exponential in nature.
Conclusions
It is clear from this data that the major factor driving the current output of CPT’s discrete anodes, is changes in the resistivity of the environment. After 17 years, the current was still responding strongly to changes in moisture, producing currents in excess of the median galvanic current from the first year of installation when moisture ingress reduces the resistivity of the environment. Precast anodes, such as the type used in the creation of the half-life model, may also be limited by a second factor, the depletion of their activator. This is concerning as these anode types are very popular worldwide and are often sold based on a mass of zinc, when, without sufficient activator, that mass of zinc will not be fully utilised. With lithium hydroxide as an activator, the mass of the activator would likely need to be much greater than the mass of zinc. It is likely, therefore, that only a portion of these anodes will be sufficiently activated before the current declines substantially.
Due to the depletion of activator, some form of ageing term may well apply to VCT style products as stated by their authors. However, due to this hypothesis failing to accurately predict the behaviour of other anode systems, it should be avoided in all specification documents as it may be unique to a certain set of products. It is important to ensure that clients are getting the same level of protection from anodes sold as equivalents in the market.
References
[1] G. Sergi, G. Seneviratne, D. Simpson, Monitoring results of galvanic anodes in steel reinforced concrete over 20 years, Construction and Building Materials, Volume 269, 2021, 121309, ISSN 0950- 618, https://doi.org/10.1016/j.conbuildmat.2020.121309.
[2] G. Sergi, Galvanic Corrosion Control of Reinforced Concrete: Lessons Learnt from 20 Years of Site Trials, ICorr presentation, Aberdeen, 30/03/2021, https://www.icorr.org/wp- content/uploads/2021/06/2021-03-30-ICorr-Aberdeen-Event-ICorr-Aberdeen-Presentation-30-03-21- Dr-George-Sergi-Vector-Corrosion.pdf 2021.
[3] G. Sergi, G. Seneviratne, D. Simpson, Monitoring results of galvanic anodes in steel reinforced concrete over 20 years, Construction & Building Materials, 269, 121309 2021.
[4] D. Whitmore, G. Sergi, Long-term monitoring provides data required to predict performance and perform intelligent design of galvanic corrosion control systems for reinforced concrete structures, Corrosion 2021, AMPP, Paper No. 16792, 2021.
[5] D. Whitmore, Design Considerations for Galvanic Anodes, ICRI webinar, December 2022.
6] G. Sergi, Life extension of existing steel reinforced structures by simple cathodic protection techniques for sustainable durability, Life-Cycle of Structures and Infrastructure Systems – Biondini & Frangopol (Eds), ISBN 978-1-003-32302-0 2023.
[7] G. Sergi, P. McCloskey, D. Simpson, Long-term performance of galvanic anodes for steel reinforced concrete, 3rd Conference & Expo Genoa 2024, AMPP Italy,https://www.vector- corrosion.com/assets/page_renderer/Sergi_George-Extended_Abstract.pdf, 2024.
[8] L. Bertolini, B. Elsener, P. Pedeferri, & R. Polder, Corrosion of Steel in Concrete: Prevention,Diagnosis, Repair. Corrosion of Steel in Concrete: Prevention, Diagnosis, Repair, 1–392. 2005 https://doi.org/10.1002/3527603379.
[9] ISO BS EN 12696:2022.
[10] G. K. Glass, A. M. Hassanein, N. R. Buenfeld, Monitoring the passivation of steel in concrete induced by cathodic protection, Corrosion Science, Vol. 39, No. 8, pp. 1451-1458, 1997.
[11] C. Stone, G. K. Glass, Assessment Criteria For The Electrochemical Protection Of Steel, Australasian Corrosion Association Conference, Cairns, November 2024.
[12] Standard Test Method for Corrosion Potentials of Uncoated Reinforcing Steel in Concrete, ASTM C876 22b, October 2022[11] National Highways 5700 Series.
[13] C. Christodoulou, C Goodier, S. A. Austin. Site performance of galvanic anodes in concrete repairs. Concrete Solutions-Proceedings of Concrete Solutions, 5th International Conference on Concrete Repair 2014 Aug 18 (pp. 167-172). 2014.
[14] Corrosion of steel in concrete: investigation and assessment, BRE Digest 444, 2000, ISBN 860813615.
[15] Electrochemical tests for reinforcement corrosion, Concrete Society Technical Report 60, 2024.
[16] G. K. Glass, Statement to the Cathodic Protection Association, SCA technical Meeting, March2023.
[17] D. Bewley, High-power, low-maintenance, hybrid corrosion protection, Bridge construction and repair, Concrete, Oct 2016, pp. 25-27 2016.
[18] D. Bewley, C. Stone, Long-term monitoring of innovative corrosion control system yields fascinating results, Concrete, Volume 57, Issue 5 June 2023.
Editor’s Note
This Journal provides a platform to all to present their investigations and research. It is not the intention to endorse particular products and readers must satisfy themselves in regard to their applicability and their particular needs.
Dr Bruce Ackland obtained a Bachelor of Science with Honours in Physics in 1979 and a Doctor of Philosophy in 1984 from Monash University, in the Department of Materials Engineering. Bruce has worked in the corrosion and cathodic protection industry since 1982, forming Bruce Ackland and Associates in 1985. Cathodic protection projects have involved work throughout Australia, New Zealand, Asia, SE Asia, the Middle East, North Africa and the USA. Bruce maintains an active role as a member and chairman in Australian Standards committees, participates in relevant ISO standards working groups, is the current chairman of the Australian Electrolysis Committee and is an accredited ACA Corrosion Technologist.
Dr Kathryn Dylejko is a corrosion engineer based in Australia at the Defence Science and Technology Group, specialising in minimising and controlling corrosion on Navy platforms. With roots as a mechanical engineer in armoured vehicles since 2006, she transitioned to corrosion 12 years ago, leveraging computational modelling to optimise cathodic protection systems for Navy vessels. Kate’s expertise spans various facets of corrosion, with a keen focus on cathodic protection systems for maritime platforms. Her research includes electrochemical studies on calcareous deposits and corrosion potential monitoring across Navy vessels and wharves. Actively contributing to the Victorian branch of the Australasian Corrosion Association, Kate recently achieved certification as an AMPP CP2 Cathodic Protection Technician, reinforcing her commitment to advancing the practice of corrosion control technologies.
Dr Markus Büchler FICorr, is Director of the Swiss Society for Corrosion Protection, President of the European Committee for the Study of Corrosion and Protection of Pipes and Pipelines Systems (CEOCOR), and convenor of ISO TC 156 WG10 on cathodic protection of buried and immersed metallic structures.
Introduction
The year 2024 marks the 200th anniversary of the first two of three remarkable papers [1-3] by Sir Humphry Davy describing the earliest scientific investigations into what we now call cathodic protection (CP). Although the word “cathode” was not in use until proposed by Michael Faraday in 1834 [4], this paper will keep using the modern abbreviation “CP” for convenience. Similarly, Faraday also proposed using the word “anode” in his 1834 paper and we will call the anodic metals used by Davy as anodes, rather than “protectors”.
Davy presented three seminal papers to the Royal Society in London, beginning with his first on January 22, 1824 [1] giving the scientific reasons, background and laboratory research results for the application of CP to prevent corrosion of copper sheeting on timber ships in seawater. His second paper describing additional experiments and observations for copper sheeting on vessels in Chatham and Portsmouth Navy dockyards was presented on June 17, 1824 [2] and his third paper detailing full scale research and results for ships on the high seas was read on June 9, 1825 [3].
There was controversy then, as there is now, about some aspects of Davy’s work[5, 6]. This paper discusses some of these issues and demonstrates that Davy was well aware of any shortcomings but importantly, he also suggested possible solutions to overcome the occasional problem of an increase in fouling of the copper sheet under specific circumstances [3, 7]. Notably, the application worked unambiguously to prevent corrosion of the copper in all cases, with fouling only occurring on some vessels and Davy was in the process of understanding the differences in operational circumstances. It will be shown that it was primarily a loss in funding and a wish by the British Admiralty (after pressure from some ship’s captains and the media) for quick solutions that cut short further investigatory work after just two years (i.e. 1823 to 1825). It was left to future scientists and engineers to show how CP could be used effectively and efficiently to protect any metal or alloy immersed in an electrolyte, including even reinforced concrete [8]. When reviewing his work, it must be seen in the context of the scientific understanding of electrochemical processes at the time. For instance, Davy was able to formulate the principles and application of CP decades before the electron was discovered by J.J. Thomson in 1897 and long before chemical and electrochemical reactions were written in the format used today. Judging his discoveries against modern principles is unfair at best and anyway, he was spot-on about plenty of technical points, as will be seen.
Previous Discoveries Leading to Davy’s Understanding of Electrochemical Processes and “Cathodic Protection”
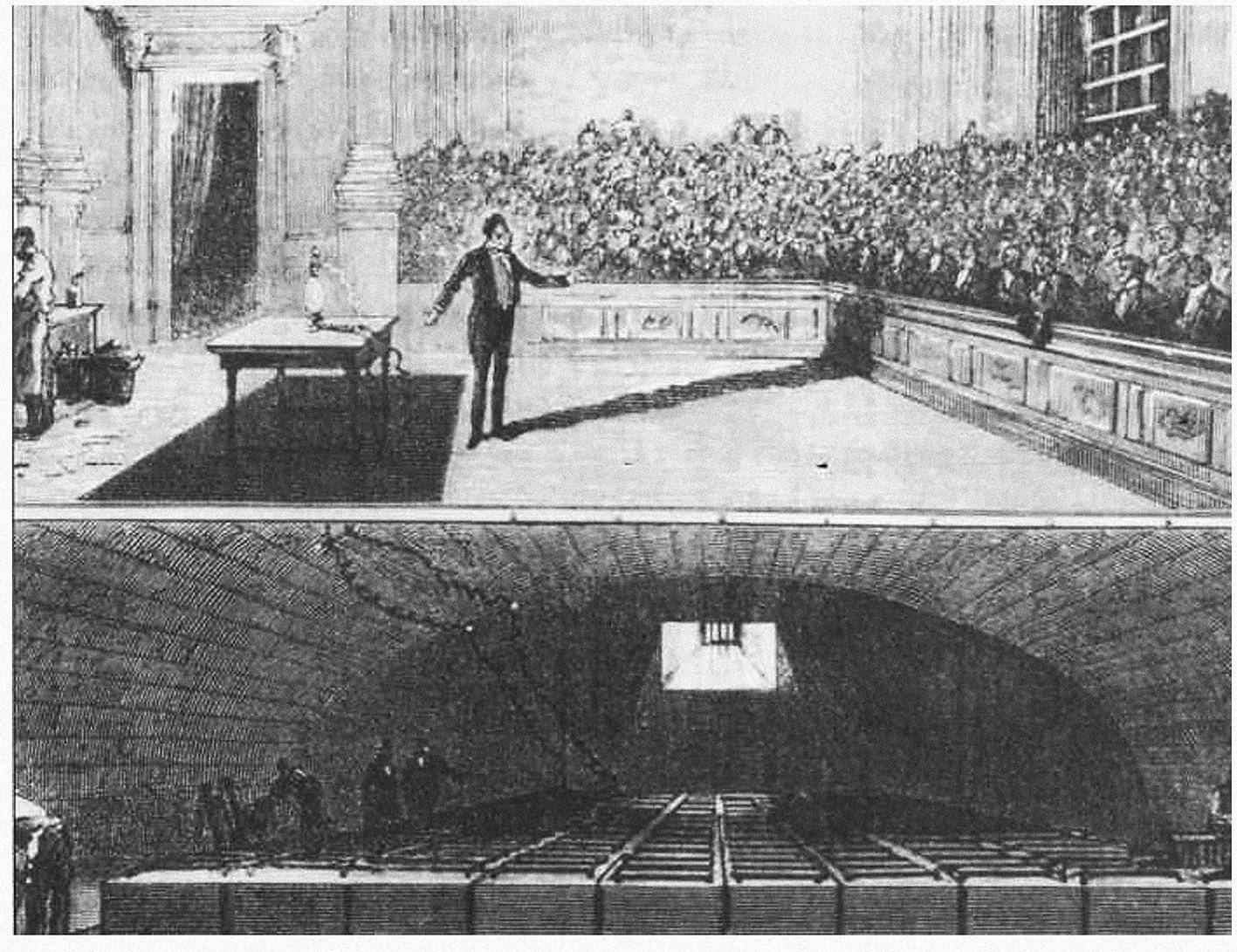
Humphry Davy quickly adopted and contributed to the electrochemical technology developed by luminaries such as Luigi Galvani [9],Alessandro Volta [10], Nicholson and Carlisle [11] and others. An example of the terrific electrical power he was able to produce can be seen in Figure 1 which shows the battery banks below a lecture theatre where he was demonstrating electric arc lighting. The portrait of Davy in Figure 2 includes a typical Voltaic pile (typically consisting of alternating stacks of brine-soaked cards sandwiched between pieces of copper and zinc or other combinations of dissimilar metals), a common feature in portraits of electrochemical scientists.
This background placed Davy in a perfect position to investigate a costly corrosion issue for the British Navy. In 1822, Davy was first approached by the British Navy Board to provide advice regarding the corrosion of copper sheeting on the Royal Navy’s timber ships [5]. The copper sheeting was effective at protecting the ships’ timber from worms and preventing the growth of “weeds” which otherwise had the effect of slowing the ships movement through the water. Davy read the board’s letter to the Council of the Royal Society of which Davy was President. The Council formed a committee (with Davy as President) to investigate the matter and decided to test copper specimens supplied by the Navy. Davy eventually dispensed with the committee and began working personally on the problem in 1823, reported directly to the Admiralty on 17th January 1824 and then read a groundbreaking paper to the Royal Society on 22th January 1824.
Davy’s Paper of January 22nd, 1824
This, Davy’s first paper on CP, proves the ability of CP to prevent corrosion. There may well be other consequences, but the beneficial effect upon corrosion was unambiguously proven and is not in dispute.
Let’s look at some of the key issues raised in this first paper:
Davy, along with his assistant Michael Faraday, proved incorrect the general supposition at the time that the “rapid decay” (i.e. corrosion) of copper was due to impurities, surmising that “pure” copper was acted upon more rapidly than the specimens which contained alloy (although the type of alloying was not provided) and that “changes” (corrosion) in various specimens of ships copper collected by the Navy Board “… must have depended upon other causes than the absolute quality of the metal”. The quality of the metal is important but other factors were also believed by Davy to play a critical role including “temperature, the relative saltness (sic.) of the sea, and perhaps the rapidity of the motion of the ship; circumstances in relation to which I am about to make decisive experiments” [2].
Davy described “the nature of chemical changes taking place in the constituents of sea water by the agency of copper” and especially the importance of oxygen in the process.
Davy repeats his hypothesis from 1807 [12] (read 20 November 1806) “that chemical and electrical changes may be identical”; a feature clarified and enumerated by his assistant Michael Faraday [4] several decades later with what is now popularly called Faraday’s Law of electrochemical equivalence [4]. Davy then describes how, by this hypothesis, “that chemical attractions may be exalted, modified or destroyed, by changes in the electrical states of bodies”. In other words, change the electrical state from its natural positive or negative state (i.e. change the potential, another word not yet in electrochemical use) and you will cause the chemistry to change. Davy then notes that it was the “application of this principle that, in 1807, I separated the bases of the alkalies from the oxygene with which they are combined and preserved them for examination; and decomposed other bodies formerly supposed to be simple”.
All of these past works by Davy led him “to the discovery which is the subject of this Paper”.
It is a testament to Davy’s scientific method that he supported his hypothesis by past research results, created an understanding of the processes involved and then went on to test it in the laboratory and with full scale trials, collecting and analysing the data for comparison with the predictions of the hypothesis.
Once he had established the basis of his hypothesis, he went on to suppose that if copper “could be rendered slightly negative, the corroding action of sea water upon it would be null; (i.e. polarise the copper negative) and whatever might be the differences of the kinds of copper sheeting and their electrical action upon each other (i.e. galvanic effects), still every effect of chemical action must be prevented, if the whole surface were rendered negative” He then astoundingly says “But how was this to be effected? I first thought of using a Voltaic battery; but this could be hardly applicable in practice”. So, Davy first thought of using an impressed current CP system! He could hardly know that future DC power supplies would make impressed current an easy and common means of cathodically polarising a structure. Davy then says “I next thought of the contact of zinc, tin, or iron”; i.e. galvanic anode CP.
Davy, assisted by “Mr Faraday” then conducted a series of experiments using these three metals to mitigate corrosion on copper. He then reports that although tin was initially effective, “it was found that the defensive action of the tin was injured, a coating of sub-muriate (chloride compound of tin) having formed, which preserved the tin from the action of the liquid”; the tin chloride deposits reduced the effectiveness of tin as an anode. “ With zinc or iron, whether malleable or cast, no such diminution of effect was produced”. Davy now knew for certain that he had effective anodes for the galvanic CP of copper.
Davy and Faraday then proceeded to conduct numerous experiments using zinc and iron in various shapes and sizes attached to copper, including small pieces “as large as a pea”, wires, nails, sheets connected directly by wires, filaments, soldering etc, and always with areas of zinc or iron much smaller than the copper being protected.
Near the end of the paper Davy notes “…. that small pieces of zinc, or which is much cheaper, of malleable or cast iron, placed in contact with the copper sheeting of ships, which is all in electrical connection, will entirely prevent its corrosion”. It is an important note by Davy that the iron anodes were much cheaper, and we will return to this issue when discussing the next two papers presented to the Royal Society.
Finally, Davy says that in future communications he might describe other applications that the principle can be used “to the preservation of iron, steel, tin, brass, and various useful metals”. He was definitely aware that the principle is widely applicable to any metal or alloy, a feature we enjoy today [13].
Davy’s Paper of June 17th 1824, Additional Experiments and Observations
Davy reports the results of sheets of copper connected to zinc, malleable and cast iron for many weeks in Portsmouth Harbour. He notes that cast iron, which is the cheapest and most easily procured of the materials tested “is likewise most fitted for the protection of copper” and lasts longer than malleable iron or zinc. Davy later however, after further research, recommends a preference to use zinc anodes rather than iron [3].
Davy anticipated and observed “the deposition of alkaline substances” on the copper being “carbonated lime and carbonate and hydrate of magnesia”. Nicholson and Carlisle had discovered the decomposition of water using a voltaic pile [11] (described by Davy as a “capital fact” [7]) and included a description of “the separation of alkali on the negative plates of the apparatus”, hence Davy’s anticipation. These now familiar calcareous deposits of calcium carbonate and magnesium hydroxide are crucial to the efficiency of CP systems in seawater. Davy was clearly aware of the increase in alkalinity at the cathode and acidification at the anode. (Note: Even though the concept of pH and the quantification of acidity and alkalinity was not formulated until 1909 [14], Davy talks extensively about the alkalinity and acidity produced during galvanic coupling of different metals).
Davy also understood and documented that when the calcareous deposit completely covered the copper sheets, it could result in “weeds” and “insects” collecting on them. Davy then considers the amounts of calcareous deposits generated by various quantities of anode material. He found that using zinc and iron anode to copper area ratios from 1/35 to 1/80, the copper became coated with calcareous deposits but “weeds” eventually adhered to the surface as well. He then reports that when the ratio was reduced to 1/150 “… the surface, though it has undergone a slight degree of solution, has remained perfectly clean; a circumstance of great importance as it points out the limits of protection; and makes the application of a very small quantity of the oxidable metal, more advantageous in fact than that of a larger one”. So, Davy here cautions about the excessive application of anodes for the specific protection of copper in seawater when fouling is unwanted and illustrated that fouling could also be mitigated if careful selection of the anode quantities was made for the specific circumstances in which they were used.
Davy’s Paper of June 9th 1825, Further Research
Davy’s full-scale trials were generally very successful, certainly he prevented the copper corrosion, and he makes the comment that the fouling was usually not an issue if the vessel is on the move. He notes that mooring stationary in harbour allows calcareous deposits to form more readily (surface pH will rise more than when in motion) and weeds etc can adhere. He also mentions the quality of the copper may be important and that the proportion of the anode: cathode area ratio affects deposits.
He observed that the marine growths are often initiated on the iron oxides deposited near the anodes (“protectors’’); he recommends here a preference to use zinc anodes rather than iron, “Zinc, in consequence of its forming little or no insoluble compound in brine or seawater, will be preferable to iron …”
Davy defends his work from page 341 onwards in his 1825 paper where he says “A false and entirely unfounded statement respecting this vessel (the 28-gun “Sammarang”) was published in most of the newspapers, that the bottom was covered in weeds and barnacles. I was present at Portsmouth soon after she was brought into dock: there was not the smallest weed or shell-fish upon the whole of the bottom from a few feet round the stern protectors to the lead on her bow.” He goes on to describe other instances of fouling and non-fouling when protected and at least attempts to understand the various circumstances.It appears that cast iron anodes were used in most of the field trials on ocean-going copper sheathed ships. For instance, Davy states in the Bakerian Lecture of 1826 (p. 420) [7], when discussing the field trials and operations “… in the only experiment in which zinc has been employed for this purpose in actual service, the ship returned … perfectly clean”. Davy wanted to conduct further experiments on ships in service, because the mitigation of corrosion was proven and fouling only occasional for reasons he thought could have been elucidated by further work.
It seems reasonable to expect the vessel captains, wanting the most from the protection system, to add iron anodes at possibly excessive rates since they were relatively cheap, easily procured and then complain that fouling was unacceptable. This is corroborated by Davy’s observation [3] when discussing several ships returned from the West Indies that “The proportion of protecting metal in all of them has been beyond what I have recommended, 1/90 to 1/70; yet two of them have been found perfectly clean, and with the copper untouched after voyages to Demarara; and another nearly in the same state, after two voyages to the same place. Two others have had their bottoms more or less covered with barnacles; but the preservation of the copper has been in all cases judged complete”. Davy was therefore not reluctant to report fouling on some ships but balanced this with positive reports. Clearly it was possible to obtain both corrosion protection and no fouling; it would just require continued methodical research (and with ship owners/captains installing the recommended quantities of anodes rather than excessive amounts).
On the issue of fouling, F. James’ otherwise excellent article on Davy [5] claims that “Davy does not seem to have appreciated the side effect, and he was certainly unable to overcome it”. This is incorrect on two points; Davy did appreciate the issue if one refers to the scientific articles as we have above where Davy addresses this specific issue and he was in the throes of trying to better establish the conditions in which corrosion mitigation and acceptable amounts of fouling could be achieved. Unfortunately, ongoing pressure finally led the Admiralty to issue orders to the Navy Board on 19 July 1825 to discontinue the project [5], thus ending further research just two years after first being initiated. The historian S. Ruston, in an essay discussing Davy as the philosopher [6], seems to draw heavily on James’ article where Ruston writes “Unfortunately, what had worked in the laboratory did not work at sea …”. This is incorrect since there was no disputing that the corrosion was fully mitigated; it worked perfectly well and was the original aim of the Admiralty’s directions, with only fouling being a troublesome and sometimes unacceptable side effect. On this Ruston goes on to write “…the electro-plating (sic.) had a chemical side effect, which stopped the poisonous copper salts from going into the sea and resulted in ships’ bottoms being fouled thus slowing them considerably”. Although Ruston mistakes electrochemical protection used by Davy as “electro-plating”, the essay ignores the actual scientific words of Davy within his papers to the Royal Society where, as discussed above, he understood the effect of calcareous deposits, the effect on fouling and the need to strike a practical balance between corrosion protection and fouling.
There was a lot riding on Davy’s work and competition from other inventors tied with the newspapers [5]. Plenty of “fake news” and “alternative truths” – not much has changed! If we study these works with our scientific, objective eyes we can establish a good understanding of the success or otherwise of Davy’s work. Davy makes so many great and insightful statements about his observations, many of which are equally valid today. Also don’t forget that he had the greatest assistant one could imagine in Michael Faraday in these works. The veracity of Davy’s publications is not in doubt, especially with Faraday on board.
Today’s Navy
The world’s navies to this day use cathodic protection on virtually every ship, submarine and marine vessel on the oceans and waterways across the globe to mitigate corrosion, both external to the hull and within internal water filled spaces [15-17]. Ships hulls are of course now predominantly coated steel, but Davy would surely have been pleased to know that zinc anodes are still used extensively as shown in Figure 3, using the same basic principles [17]. Impressed current systems are used for larger current demand applications on bigger vessels but even these are often supplemented with zinc anodes around high current demand areas and shielded locations such as sea chests, ballast tanks, propellers or shafts. Aluminium alloy anodes also provide excellent, cost-effective performance in seawater, but zinc is especially versatile when vessels experience waters of varying salinity such as estuaries and harbours with freshwater inflow.
Conclusions
Although the intent of this paper is to focus on Davy’s work, it is important to note that in the decades and now centuries following Davy’s work extraordinary advances were made in the understanding of the science that underpins CP [13, 18, 19], amongst other fields of science and engineering, this included:
•Michael Faraday’s discovery and experimental proof about the electrochemical equivalence between electric current and corrosion already mentioned.
•Josiah Gibbs’ development of the thermodynamics that lets us determine whether an electrochemical reaction can occur.
•Julius Tafel’s investigations and descriptions during the 1890’s and early 1900’s about how changes in the metal potential can regulate the anodic and cathodic reaction rates and
•Walther Nernst who showed how the potential of a metal could be calculated if the concentrations of reactants and products were known and in doing so, the stability of chemical species could be predicted if the potential and pH were known.
•Marcel Pourbaix summarised all of these features into his first beautiful Pourbaix diagrams [20, 21].
•Mears and Brown [22] also provided a clear kinetic description of CP in 1938 that is still valid today.
•R. J. Kuhn [23, 24] first suggested the earliest criterion for CP of polarising to -0.85 VCSE or more negative, which was shown to be suitable for steel, not only in seawater [25] but also in soils [26].
The increase in pH at the metal surface [27] and the subsequent development of passive oxide films during cathodic polarisation and their role in mitigating corrosion for steel, when considering both the kinetics and thermodynamics, is now well established for iron and steel alloys [28-30] and our deeper understanding continues to evolve, as good science always does.
Role of Calcareous Deposits
•It was recognised very early on [31] that the primary protective action of the calcareous deposits is to; (i) act as a barrier to oxygen or other depolarisers, (ii) increase the internal resistance of the local corrosion cells and (iii) increase the pH of the water film in contact with the metal surface above that of normal seawater. The benefits to marine cathodic protection systems are now well known, particularly in reducing the current density requirement for corrosion mitigation [31-35], a feature reflected in various industry standards for marine structures [36-38].
•The formation of calcareous deposits anticipated and observed by Davy is also still of special interest today and the circumstances of their formation continue to be investigated [17, 39]. R. J. Kuhn [24] also noted the formation of calcareous deposits that varied from “… practically nothing in neutral areas to an inch in thickness in heavily drained areas”, and hence in the degree of the protective or beneficial efficiency.
•The calcareous deposits formed by CP can also have detrimental effects such as accelerated bearing wear in water-lubricated propeller shafts and seizing of hull valves due to clogging [17], or in non-seawater applications such as limiting heat transfer of pumps causing overheating. Means of avoiding these adverse effects continue to be investigated [17], along with understanding the effects of CP upon biofouling [40].
Davy achieved remarkable success even though after 200 years, issues with the protection of metals and alloys using CP are still the subject of ongoing research and refinement. The future remains bright, with vigorous research continuing worldwide into CP, advancing the science and range of applications to an ever-widening array of structures. Science never sleeps and no doubt each new generation of scientists and engineers will, bit by bit, keep adding to our knowledge and advance Davy’s legacy.
References
1. Davy, H. (1824) OVI. On the Corrosion of Copper Sheeting by Sea Water, and on Methods of Preventing This Effect; and on Their Application to Ships of War and Other Ships. Philosophical Transactions of the Royal Society of London 114 January 22, 1824 151-158
2. Davy, H. (1824) XII. Additional Experiments and Observations on the Application of Electrical Combinations to the Preservation of the Copper Sheathing of Ships, and to Other Purposes. Philosophical Transactions of the Royal Society of London 114 June 17, 1824 242-246
3. Davy, H. (1825) XV. Further Researches on the Preservation of Metals by Electrochemical Means. Philosophical Transactions of the Royal Society of London 115 June 9, 1825 328-346
4. Faraday, M. (1834) On Electro-chemical Decomposition, continued (part of Experimental Researches in Electricity – Seventh Series). Philisophical Transactions of the Royal Society of London 124 77-122
5. James, F. A. J. L. (1992) Davy in the dockyard: Humphry Davy, The Royal Society and the electrochemical protection of the copper sheeting of His Majesty’s ships in the mid 1820s. Physis 29 205-225
6. Ruston, S. (2019) Humphry Davy: Analogy, Priority and the “true philosopher”. AMBIX 66 (2-3, May-August) 121-139
7. Davy, H. (1826) The Bakerian Lecture. On the relations of electrical and chemical changes. Philosophical Transactions of the Royal Society of London 116 383-422
8. Cherry, B. and Green, W. (2021) Corrosion and Protection of Reinforced Concrete, CRC Press
9. Galvani, L. (1791) De Viribus Electricitatis in Motu Musculari Commentarius (A Commentary on the Powers of Electricity in Muscular Motion). De bononiensi scientiarum et atrium instuto atque academia Commentarii 7 363-418
10. Volta, A. (1800) On the Electricity Excited by the Mere Contact of Conducting Substances of Different Kinds. Philosophical Transactions of the Royal Society of London 90 403-430
11. Nicholson, W. (1800) Account of the Electrical or Galvanic Apparatus of Sig. Alex.Volta and Experiments performed with the same. Nicholson’s Journal of Natural Philosophy, Chemistry and the Arts 4 (July) 179-191
12. Davy, H. (1807) The Bakerian Lecture, on some chemical agencies of electricity. Philisophical Transactions of the Royal Society of London 97 1-56
13. Ackland, B. G. (2012) Cathodic Protection – It Never Sleeps. In: Corrosion and Prevention 2012, Plenary no. 4, Melbourne: 11-14 November 2012, Australasian Corrosion Association
14. Sörensen, S. P. L. (1909) Enzymstudien. II. Mitteilung. Über die Messung und die Bedeutung der Wasserstoffionenkoncentration bei enzymatischen Prozessen [Enzyme studies. 2nd Report. On the measurement and the importance of hydrogen ion concentration during enzymatic processes]. Biochemische Zeitschrift (in German) 21 131-304
15. Morgan, J. (1987) Cathodic Protection. Second ed, National Association of Corrosion Engineers, Houston, Texas
16. von Baeckmann, W., Schwenk, W. and Prinz, W. (1997) Handbook of Cathodic Corrosion Protection, Gulf Professional Publishing
17. Dylejko, K., Neil, W. (2024) Plenary Lecture – Cathodic Protection and its Implications for Vessels in the Royal Australian Navy. In: Australasian Corrosion Association Conference 2024, Cairns, Australia
18. Ackland, B. G. (2005) P.F. Thomson Memorial Lecture – Cathodic Protection – Black Box Technology? In: Corrosion and Prevention 2005, paper no. 4, Brisbane, Australia, Australasian Corrosion Association
19. Martinelli-Orlando, F., Mundra, S. and Angst, U. M. (2024) Cathodic protection mechanism of iron and steel in porous media. Communications Materials 5 (1) 2024/02/16 15
20. Pourbaix, M. (1945) Thermodynamique des solutions aqueuses diluées. Représentation graphique du rôle du pH et du potentiel. Delft
21. Pourbaix, M. (1974) Atlas of Electrochemical Equilibria in Aqueous Solutions, National Association of Corrosion Engineers
22. Mears, R. B. and Brown, R. H. (1938) A Theory of Cathodic Protection. Transactions of The Electrochemical Society 74 (1) January 1, 1938 519-531
23. Kuhn, R. J. (1933) Cathodic Protection of Underground Pipe Lines from Soil Corrosion. API Proceedings 14 (Section 4) 153-167
24. Kuhn, R. J. (1928) Galvanic Current on Cast Iron Pipes – Their Causes and Effects – Methods of Measuring and Means of Prevention. In: Soil Corrosion Conference, Washington: December 10, Bureau of Standards
25. Schwerdtfeger, W. J. (1958) Current and Potential Relations for the Cathodic Protection of Steel in Salt Water. Journal of Research of the National Bureau of Standards 60 (3) March 1958 153-159
26. Schwerdtfeger, W. J. and McDorman, O. N. (1951) Potential and Current Requirements for the Cathodic Protection of Steel in Soils. Journal of Research of the National Bureau of Standards 47 (2) August 1951 104-112
27. Kobayashi, T. (1974) Effect of Environmental Factors on the Protective Potential of Steel. In: Proceedings of the 5th International Congress on Metallic Corrosion, Houston, Texas, NACE
28. Angst, U., et al. (2016) Cathodic Protection of Soil Buried Steel Pipelines – A Critical Discussion of Protection Criteria and Threshold Values. Werkstoffe und Korrosion 67 (11) 1135-1142
29. Angst, U. (2019) A Critical Review of the Science and Engineering of Cathodic Protection of Steel in Soil and Concrete. Corrosion 75 (12) 1420-1433
30. Freiman, L. I., Kuznetsova, E.G. (2001) Model Investigation of the Peculiarities of the Corrosion and Cathodic Protection of Steel in the Insulation Defects on Underground Steel Pipelines. Protection of Metals 37 (5) 484-490
31. Humble, R. A. (1948) Cathodic Protection of Steel in Sea Water With Magnesium Anodes. Corrosion 4 (July) 358-370
32. Wolfson, S. L. and Hartt, W. H. (1981) An Initial Investigation of Calcareous Depsoits Upon Cathodic Steel Surfaces in Sea Water. Corrosion 37 (2) 70-76
33. Ryan, L. T. (1954) Cathodic protection of steel-piled wharves. Journal of the Institute of Engineers, Australia 26 (7) 160-168
34. Humble, R. A. (1949) The Cathodic Protection of Steel Piling in Sea Water. Corrosion 5 (September) 292-302
35. Hartt, W. H., Culberson, C. H. and Smith, S. W. (1984) Calcareous Deposits on Metal Surfaces in Seawater – A Critical Review. Corrosion 40 (11) 609-618
36. ISO 15589-2 Oil and gas industries including lower carbon energy — Cathodic protection of pipeline transportation systems, Part 2: Offshore pipelines.(2024).
38. AS 2832.3 Cathodic Protection of Metals Part 3: Fixed Immersed Structures.(2005).
39. Carre, C., Zanibellato, A., Jeannin, M., Sabot, R., Gunkel-Grillon. & Serres, A. (2020) Electrochemical calcareous deposition in seawater: A review. Environmental Chemistry Letters 18 1193-1208
40. Vuong, P., McKinley, A. & Kaur, P. (2023) Understanding biofouling and contaminant accretion on submerged marine structures. npj Materials Degradation 7 Article 50, https://doi.org/10.1038/s41529-023-00370-5
We use cookies to optimize our website and our service.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.