ICorr Strengthens UK-China Corrosion Collaboration at the 13th China Corrosion Conference in Xi’an, China
November 2025 marked another major step forward in international engagement for the Institute of Corrosion (ICorr), as President Dr Yunnan Gao was invited by the President of the Chinese Society for Corrosion and Protection (CSCP) to attend the 13th China Corrosion Conference, held from 8-9 November in Xi’an, China.
The event, China’s most significant national biennial corrosion conference, brought together more than 1,300 experts, researchers, and industry leaders to discuss developments across corrosion science and engineering, materials innovation, and emerging industrial corrosion challenges.
Photo: Opening Ceremony of the 13th China Corrosion Conference on 8th November 2025 in Xi’an, China.
Recognition of Leadership in International Collaboration
During the conference’s opening ceremony and awards session, Dr Yunnan Gao was honoured with the International Collaboration Award, presented by the president of CSCP, Professor Xiaogang Li, in recognition of his leadership in strengthening cooperation between the corrosion communities of the UK and China.
The award highlights intensified engagement between the two organisations in the recent years, marked by high-level exchanges, jointly hosted events, and meaningful technical dialogues.
Photo: CSCP President, Professor Xiaogang Li (Left) Presenting the International Collaboration Award to ICorr President, Dr Yunnan Gao (Right), During the Opening Ceremony of the 13th China Corrosion Conference on 8th November 2025 in Xi’an, China.
ICorr President’s Presentation on ICorr, Young ICorr and YEP
A key moment of the conference occurred on 9th November, when Dr Gao delivered a presentation introducing the Institute of Corrosion, its global mission, and – of particular interest to the audience – its flagship programmes the Young Engineer Programme (YEP) organised by Young ICorr.
The session generated strong engagement from Chinese research students and early-career practitioners from universities, research institutes, and industry. Many expressed their enthusiasm for potential participation in future ICorr activities, signalling a promising new channel for nurturing the next generation of corrosion professionals across the UK and China.
Photo: ICorr President, Dr Yunnan Gao, Giving A Presentation on Introduction of ICorr, Young ICorr and YEP on 9th November 2025 during the 13th China Corrosion Conference in Xi’an, China.
Building on the Momentum of the UK-China Corrosion Summit
In meetings with CSCP President Professor Li Xiaogang and senior CSCP representatives, both parties reflected on the success of the 1st UK-China Corrosion Summit, hosted by ICorr and CSCP in Manchester in September 2025. The summit, focused on “AI Impacts to Corrosion Management within the UK–China Energy Industry,” showcased the value of collaborative thinking on shared industrial challenges.
Discussions in Xi’an reaffirmed a shared commitment to expand this cooperation, including future summits, technical workshops, research partnerships, and increased engagement between young professionals in both countries.
Photo: ICorr and CSCP Official Meeting Held during the 13th China Corrosion Conference in Xi’an, China.
Welcoming Newly Elected ICorr Fellows
A highlight of Dr Gao’s visit was the presentation of FICorr (Fellow of the Institute of Corrosion) certificates to newly elected Fellows based in China. Among them were:
Professor Chaofang Dong
Professor Anqing Fu
Their election as Fellows reflects ICorr’s recognition of their significant contributions to corrosion science and their leadership within the global corrosion community.
Photo: ICorr President, Dr Yunnan Gao (Left) Presenting FICorr Certificate to Professor Chaofang Dong (Right).
Photo: ICorr President, Dr Yunnan Gao (Left) Presenting FICorr Certificate to Professor Anqing Fu (Right).
Dr Gao commented: “It was a privilege to welcome Professors Dong and Fu as Fellows of ICorr. Their achievements and influence extend far beyond China, and their fellowship strengthens ICorr’s global network of excellence.”
Strengthening a Shared Vision for the Future
The Xi’an Conference showcased the strong foundation of trust and collaboration between ICorr and CSCP. Dr Gao emphasised the importance of continuing this momentum:
“Our communities face similar challenges and share the same ambition – to advance corrosion science and engineering for the benefit of society. This partnership between ICorr and CSCP is producing real impact. I look forward to deepening our collaboration and creating more opportunities for researchers, professionals, and students in both countries.”
Future initiatives currently under discussion include:
Joint training programmes and career professional development activities
Collaborative technical committees and research exchanges
Co-hosted conferences and thematic workshops
Greater mutual recognition of expertise and professional accreditation
A Growing Partnership with Global Impact
ICorr’s participation in the 13th China Corrosion Conference reflects the Institute’s long-standing commitment to international cooperation. As the corrosion challenges facing industry become increasingly complex and interconnected, ICorr’s engagement with organisations like CSCP ensures that knowledge, resources, and innovation flow freely across borders.
The success of the Xi’an conference marks not an endpoint but a further catalyst for collaboration – one that will strengthen corrosion science and engineering for both nations and for the global community.
The Institute of Corrosion (ICorr) is pleased to announce the signing of a Memorandum of Understanding (MoU) with the Materials Engineering Association (MEA) of Saudi Arabia https://mea.org.sa/en/, marking a major step forward in fostering collaboration and mutual advancement within the global corrosion and materials engineering community.
The signing took place on 12th November 2025 during the 19th Middle East Corrosion Conference (MECC), held in Dhahran, Saudi Arabia, a premier regional event that brings together industry leaders, researchers, and professionals dedicated to advancing corrosion science and engineering.
Representing ICorr, Dr Yunnan Gao, President of the Institute of Corrosion, formally signed the MoU alongside Dr Tariq A. Alghamdi, Chairman of the Materials Engineering Association. The agreement sets out a framework for collaborative initiatives, knowledge exchange, professional development, and joint technical activities between the two organisations.
Speaking at the signing, Dr Yunnan Gao commented:
“This MoU represents an important milestone for ICorr as we continue to strengthen our international partnerships. Working closely with MEA will enable us to share expertise, promote best practices, and create new opportunities for our members to engage in global professional activities. Together, we aim to advance corrosion prevention and materials integrity for the benefit of the wider industry.”
The collaboration is expected to include joint seminars, technical exchanges, training programmes, and opportunities for members from both organisations to participate in collaborative events.
The Institute of Corrosion looks forward to building a strong and lasting relationship with the Materials Engineering Association, reinforcing the shared commitment of both organisations to excellence and innovation in corrosion management and materials engineering.
For more information about ICorr’s international collaborations and upcoming initiatives, please visit www.icorr.org.
Compiled by: Stephen Tate – Immediate Past President (ICorr), 2022-2024
ICorr are very pleased to support Tomorrow’s Engineers Week 10-14th 2025 and the STEM Big Bang at Parliament on 24th November 2025.
Introduction
Photo: Failed Structure due to Corrosion
Corrosion of Metals impacts all Countries to varying degrees, according to the local climate and operating conditions. Key factors are pressure, temperature, humidity and any contaminants present, for example Oxygen or Carbon Dioxide.
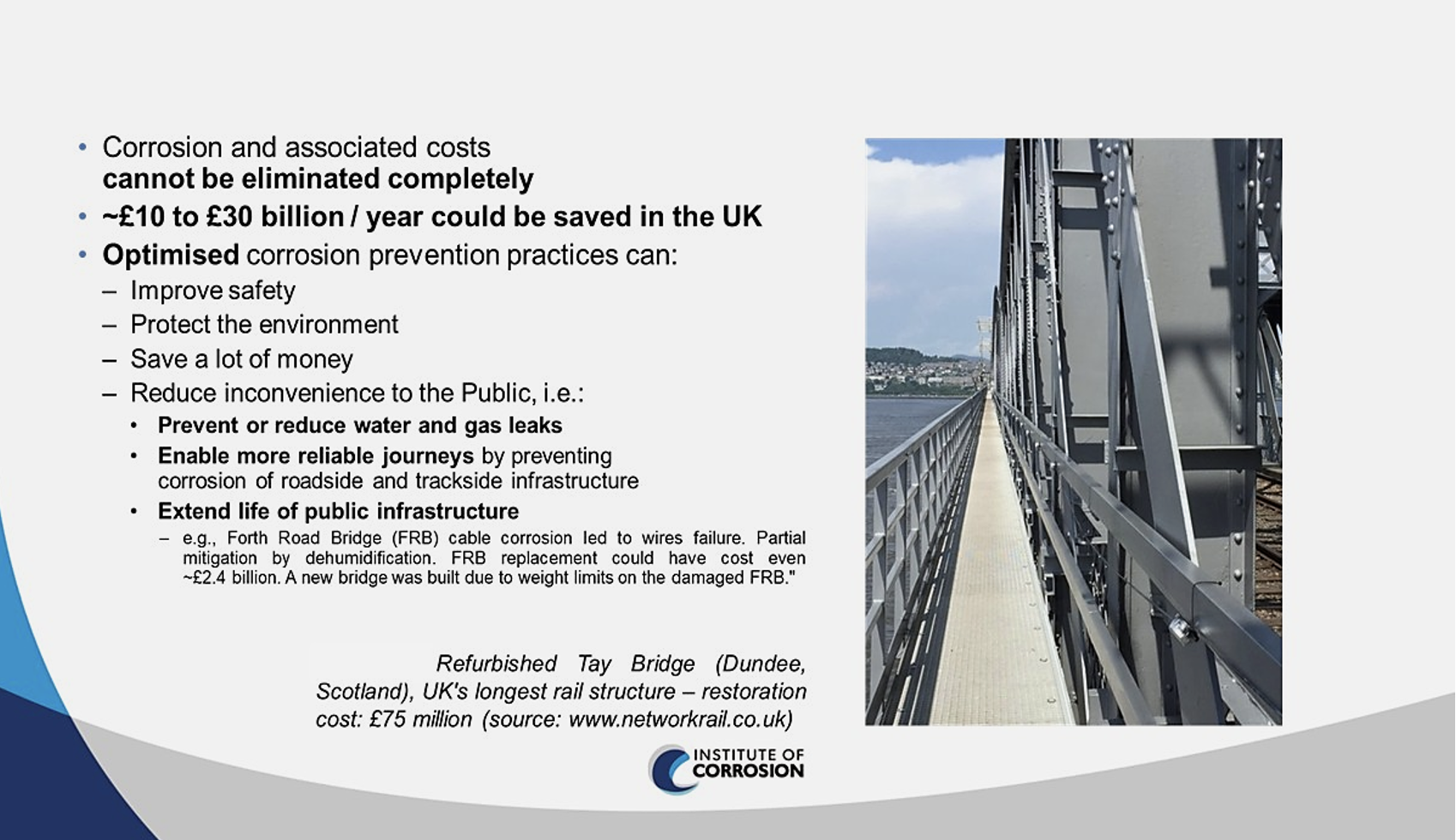
This has major financial impacts and causes loss of important Infrastructure – Bridges, Hospitals and Schools for example.
Did you know that in the UK, the total Cost of Corrosion equals the current spend on Education provision (about 4% of GDP).
This is money that could otherwise be spent on providing new and improved Facilities.
Our Institute
The Institute of Corrosion (ICorr) was founded in 1959 and is dedicated to promoting Corrosion Prevention, through Education, Professional Training and Certification.
There are many ways in which Corrosion can be prevented through Design changes, Material changes, Applied Coatings, Chemical Treatments and Electrochemical methods.
In the Corrosion Prevention Industry, there are so many interesting Career opportunities.
Whichever path you decide to take, or at whichever level you wish to start at, there are always avenues open to you and companies and organisations willing to assist you in achieving your Goals.
Contact Details:
I am happy to advise you in any way I can and can be contacted below, should you have any questions at all.
With my very best wishes for your future career. I wish you every success.
Aberdeen, United Kingdom – International industrial services provider Bilfinger has been awarded a significant contract to deliver Non-Destructive Testing (NDT) inspection services across all of bp’s North Sea assets.
This new award builds on the longstanding collaboration between the two companies and follows the recent three-year extension of Bilfinger’s insulation, access and painting (ISP) contract with bp in the UK, which was first secured in 2019.
Under the agreement, Bilfinger will deploy a wide range of advanced inspection technologies, including robotics and artificial intelligence, to enhance asset integrity management. These solutions are designed to increase efficiency, improve safety, and reduce carbon emissions, supporting bp’s wider commitment to sustainable offshore operations.
A key feature of the contract is the introduction of a fully integrated, end-to-end digital workflow. This approach aims to transform inspection practices by enabling real-time data management, streamlined reporting, and AI-ready integration. By embracing smart digitisation, Bilfinger will deliver inspection services that not only meet but exceed industry expectations for reliability and sustainability.
The expansion of service scope across the North Sea assets demonstrates bp’s continued confidence in Bilfinger’s capability to provide safe, efficient, and innovative solutions. It also reinforces Bilfinger’s position as a trusted partner for the oil and gas industry in the UK continental shelf.This latest contract strengthens the company’s portfolio of asset integrity and inspection services, ensuring the continued safe operation of critical offshore infrastructure in one of the world’s most mature oil and gas regions.
Chris Fyfe, an ICorr Fellow member, is a senior field auditor and coach at International Paint (a division within AkzoNobel) with over 40 years of experience in protective coatings and corrosion control. He has a strong background in passive fire protection (PFP). He has provided on-site technical support and managed complex fabric maintenance projects within the oil and gas sector. He is a strong advocate for professional development and has championed the training and upskilling of many Epoxy PFP applicators.
1. Introduction
Epoxy Passive Fire Protection (EPFP) systems are safety-critical coatings that are installed in high-hazard process facilities and sometimes also in public buildings. Their requirement is often driven by legislation and are considered of life-safety importance.
Epoxy Passive Fire Protection (EPFP) is designed to insulate critical steel structures from the temperature rise (heat) in a fire event. This safety-critical insulation function slows the temperature rise to maintain structural or pressure retaining integrity, giving time for emergency shutdown, inventory blowdown, and/or safe abandonment. Therefore, correct quality control activities during the whole installation process are critical; this is because the entire system holds a function but ultimately is only as strong as its foundation. For example, when the EPFP is applied to a galvanised surface, the galvanising itself becomes that foundation, and therefore, it’s critical that confidence (quality assurance) is demonstrated. If the galvanising fails, then the EPFP may become compromised.
Hot-dip galvanising creates a metallurgical bond between zinc and steel. When executed correctly on a properly prepared surface, this bond is incredibly robust. However, several factors in the galvanising process can create a weak and unreliable substrate that may be unsuitable for supporting a safety-critical EPFP system. It is crucial to understand that these issues are not restricted to EPFP alone; they are a fundamental concern for all high-build coating systems that rely on a strong foundation to function. An example of galvanised steel section with EPFP applied is shown below in Photo 1.
This article will explore:
1. The inherent risks associated with galvanising including excessive thickness, metallurgical defects, and inadequate repair methods that can compromise the bond and ultimately could detract from the overall durability of the system.
2. This article will argue that the best practice is the direct application of EPFP paint systems to properly prepared steel substrates as a correctly installed EPFP system can give a comparable durability range. Therefore, galvanising should only be considered as a substrate for EPFP when there are no other design options available, and even then, only with additional (stringent) quality control measures that may go beyond typical industry/project expectations. This article will explore the inherent risks associated with galvanising including excessive thickness, metallurgical defects, and inadequate repair methods that can compromise the bond and ultimately could detract from the overall durability of the system.
2. The Challenge with Galvanising
The ability of a galvanised coating to support an EPFP system can be severely impaired by several influencing factors:
•Excessive galvanising thickness: The primary source of impairment.
•Metallurgical defects: Inclusions and weak layers that may form during the galvanising process.
•Poor bonding: Initial or Inadequate surface preparation leading to a weak bond.
•Surface passivation: Post-galvanising treatments that can impair adhesion.
The “Thicker is Better” Concept
Standard galvanising specifications like ISO 1461 and ASTM A123 are written with no consideration that EPFP system may also get specified and are typically for corrosion protection, they do not consider any additional thick film coating such a EPFP system.
They often imply that exceeding the minimum with no consideration to maximum thickness is not a cause for concern. However, for EPFP applications, this is a dangerous misleading understanding. Experience has shown that as a galvanised coating thickness increases, its cohesive strength may decrease. The primary drivers for this excessive growth are the chemical composition of the steel—typically its silicon (Si) and phosphorus (P) content—and the thermal mass of the steel section [2].
• High Silicon and Phosphorus Content: Steel with high levels of silicon (particularly in the range of 0.04% to 0.14%, known as the “Sandelin range”) and phosphorus accelerates the growth of the zinc-iron alloy layers (eta, zeta, and delta).
• Uncontrolled Growth: Rapid growth results in a thick, brittle, and often friable zeta layer. Instead of a dense, tightly bonded coating, there is an increasing likelihood that a coarse crystalline structure which is inherently weak may result.
Therefore, a galvanised coating that is too thick—for example, exceeding 250 µm (microns)—may not be robust when coated with thick EPFP coatings. It may have micro-cracks and a high degree of internal stress resulting in voids and weak layers. When the EPFP is applied over this type of surface, the galvanised layer itself can delaminate due to stress imparted by the EPFP.
3.Setting Strict Limits
Therefore, a robust, well-written project specification should consider the standard galvanising process and procedure but, in addition, set its own quality control and quality assurance requirements. The following limits should be considered important:
• Upper Galvanising Limit: The galvanising thickness must be strictly controlled. Any measurements exceeding 250 µm should trigger a formal integrity assessment. Sections with thicknesses greater than 250-400 µm should be quarantineduntil additional quality control testing can give assurance of acceptability. This includes but is not limited to. Adhesion testing using both internationally recognised standards and EPFP manufacturers’ recommended procedures.
• Mill Test Certificates: Engineers and specifiers should always review the steel’s Mill Test Certificate (MTC) at the design stage. An MTC (specifically a Type 3.1 certificate as per ISO 10474) provides a detailed chemical breakdown. If the silicon and phosphorus levels are high, excessive galvanising growth could be considered predictable, and the required additional inspection protocols can then be implemented by the engineer early at the galvaniser’s facility.
4.Defects Which Could Impair Performance
Defects within the galvanising layer that may create points of failure.
• Ash and Dross Inclusions: Ash (zinc oxide from the zinc bath surface) and dross (iron-zinc particles from the bath bottom) can become entrapped in the coating. These inclusions can be poorly bonded, creating an area of instant non-adhesion for the primer and EPFP [3].
5.Process Factors which Could Impair Performance
Properties at the surface of the galvanising layer that may create immediate points of failure.
• Passivation and Quenching: Post-treatment of galvanised surfaces with chromates or water quenching is common. Water quenching creates a thin, weak layer of zinc oxides and hydroxides on the surface. Chromate treatments are often used for aesthetics.This layer is completely unsuitable for coating adhesion and should be prohibited in the project specification. Any steel that has been water-quenched should be rejected before an EPFP application.
• Use of Cold Spray Repair Compounds: Where surface defects are observed by the galvaniser, cold spray repair compounds may be used to improve the aesthetic appearance of the galvanising.
Note. These repair compounds are not compatible with EPFP systems and may lead to coating system delamination. Any items where cold spray repair compounds have been used should be rejected prior to EPFP system application.
6.High Film Builds: A Closer Look at the Implications
When a thick-film material like EPFP is applied over a cohesively weak galvanised layer, several critical issues could materialise.
1. Adhesion Failure: The primer for the EPFP system cannot achieve a proper bond to a galvanised surface which is contaminated with weak oxide layers or has incompatible treatments applied. The failure point is within the incompatible treatment in the case of cold spray repair compounds or between the primer and the galvanised steel.
2. Internal Stress: The EPFP can induce stress during cure, and a brittle or weak, over-thick layer may crack or delaminate.
7. Remedial Actions: No Half Measures
When non-conformances are found, the remedial actions need to be appropriate to the EPFP system application. The goal is not to “repair” the galvanising in the traditional sense but to create a sound substrate for the EPFP.
1. Quarantined: For issues like water quenching or thickness exceeding 250 µm to 400 µm, the section should be quarantined. Until quality assurance can be demonstrated.
2. Thorough blasting with appropriate media: For sections with excessive thickness (250 µm – 400 µm) or surface defects like ash, the only acceptable method of repair is to aggressively abrasive blast. The goal of a “sweep blast” is not merely to create a profile; it is to remove the defective and friable outer layers of the galvanising until a sound adherent zinc layer is exposed. If this means blasting through to harder alloy layers in localised areas, then the justification can be presented: “Lifetime expectation is met by the application of the EPFP system.” However, this must be brought to the client’s attention as a technical or engineering query, as it fundamentally changes the specification requirement.
3. Stop Inadequate Repairs: Standard galvanising repair methods, such as cold spray repair compounds detailed in standards like ASTM A780, or the use of zinc-based solders (“zinc sticks”), should not be accepted for surfaces receiving EPFP. These repairs do not possess the cohesive strength or compatibility with the EPFP system and could create a point of failure.
All galvanised steel specified for EPFP application should always be sweep blasted to remove surface contaminants and any weak oxide layer, providing an angular profile of 50-75 µm for the EPFP system to anchor against. This should be stated clearly in the specification.
8. Conclusion: A Call for Best Practice
The industry must shift its mindset. Applying EPFP over hot-dip galvanising introduces significant, unnecessary risk to a facility’s most critical safety infrastructure. The default specification should always be EPFP applied directly to appropriately primed steel prepared to the EPFP manufacturer’s requirements.
When galvanising is unavoidable, it must not be treated as a finished product but as a substrate in need of quality control and further preparation for the EPFP system.
To achieve a safe and reliable outcome, the following actions should be considered essential.
• Early Intervention: Review mill test certificates at the project’s outset to identify reactive steels and plan for heightened inspection.
• Specify Correctly: Write a detailed coating specification that explicitly prohibits water quenching and surface treatments and defines strict lower and upper thickness limits for the galvanising coating.
• Mandatory Surface Preparation: Mandate that all galvanised surfaces receive an aggressive sweep blast to remove weak layers and create a suitable surface profile before priming.
• Consult the Experts: Engage the EPFP manufacturer at the design stage to assist with specifications and inspection test plans (ITPs).
By prioritising the integrity of the substrate, we can ensure that these vital safety systems perform as designed, protecting assets, the environment, and, most importantly, lives.
We use cookies to optimize our website and our service.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.