

















The cart is empty!

The President Writes
Since my last column, the Institute of Corrosion has continued its active programme of engagement across both the UK and the international corrosion community.
Over the past month, I was pleased to attend the ICorr Wales and South-West Branch Annual Dinner, held in Cardiff on 12th February 2026. It was an excellent gathering for the regional corrosion community, where I had the privilege of delivering the opening speech and engaging with branch committee members, colleagues, and our co-host organisation, the Institute of Materials, Minerals and Mining (IOM3). I also had the opportunity to have valuable discussions with the President of IOM3, reaffirming the strong and long-standing collaboration between our two professional institutes. Partnerships such as this remain essential for advancing materials engineering, corrosion management, and professional development across our shared communities. On 17th February 2026, I supported the formal launch of the Institute for Systems Engineering (IfSE) in London, following an invitation. The launch brought together leaders from several Professional Engineering Institutions within the Engineering Council framework. It was a valuable opportunity to interact with fellow presidents and senior representatives from across the engineering sector, exchanging perspectives on how professional institutions can work together to address increasingly complex engineering challenges through interdisciplinary collaboration.
A key highlight during this quarter was my ICorr President’s Talk delivered in London on 12th March 2026, hosted by the ICorr London Branch. This biennial address provided an opportunity to reflect on the progress made by the Institute since the beginning of my presidency and to share the direction of our ongoing strategic initiatives. During the talk, I highlighted the many successes achieved by ICorr across both the UK and the international stage. Within the UK, our regional branches have continued to expand their technical activities, networking events, and professional engagement programmes, demonstrating the strength of our volunteer-led structure. Branch events across the country continue to bring together industry professionals, researchers, and early-career engineers to share knowledge and address real-world corrosion challenges. Internationally, ICorr has significantly strengthened its global partnerships over the past year. Our collaboration with organisations such as the Chinese Society for Corrosion and Protection, international engineering institutions, and global corrosion conferences has enabled the Institute to play a more visible and influential role in the worldwide corrosion community. Initiatives such as the UK–China Corrosion Summit and our involvement in major international conferences highlight ICorr’s growing contribution to global knowledge exchange and professional collaboration.
The London President’s Talk therefore served not only as a reflection on recent achievements but also as an opportunity to encourage continued engagement from our members as we expand the Institute’s international reach and professional impact.
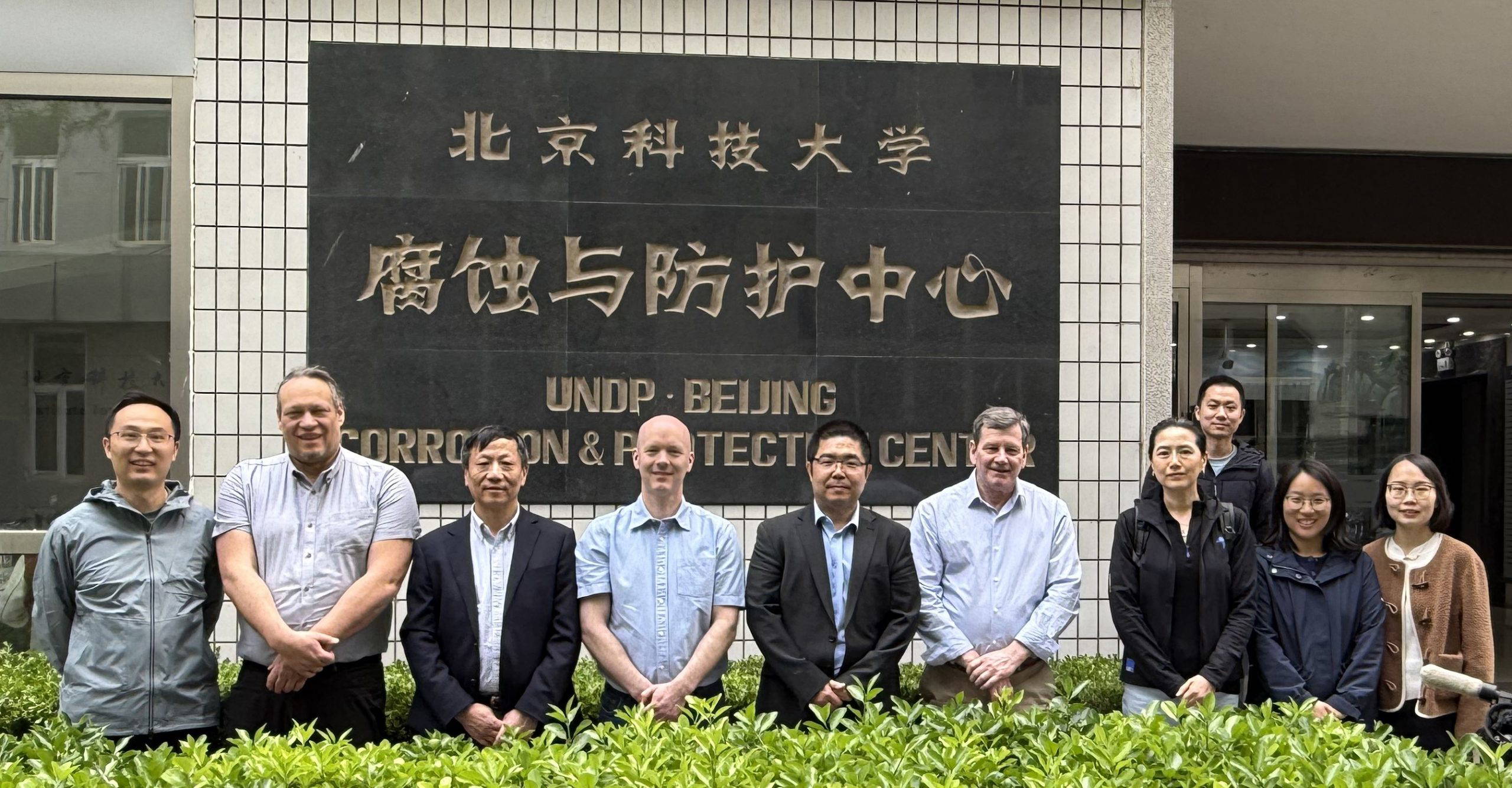
I led the ICorr delegation for the AMPP Annual Corrosion Conference and Expo 2026 in Houston US, held from 15th-19th March. This conference remains one of the largest gatherings of corrosion professionals globally, bringing together experts from industry, academia, and research organisations. It provided an excellent opportunity to engage with international partners, exchange ideas, and further strengthen ICorr’s presence within the global corrosion community. One of ICorr’s flagship international events in 2026 will be the 2nd China-UK Corrosion Summit, which will take place on 12th-13th April 2026 in Beijing, hosted by the University of Science and Technology Beijing (USTB). Jointly organised by the Chinese Society for Corrosion and Protection (CSCP) and ICorr, the summit will feature twelve technical presentations, six from the UK and six from China, highlighting the latest developments in corrosion science and engineering, followed by bilateral meeting, university visit and industry visit on the second day. This event recently posted to all members will provide an excellent platform for professional exchange, collaboration, and networking between corrosion experts from both countries, and I strongly encourage ICorr members to consider attending.
April will also bring two important technical events within the UK. The Cambridge Corrosion Conference 2026, organised by the ICorr Midlands Branch together with the European Federation of Corrosion Working Party 15, will take place on 21st-22nd April in Cambridge. With the theme Digitalisation, AI, and Monitoring in Corrosion, the conference will explore the growing role of advanced technologies in corrosion and integrity management. In addition, the ICorr Corrosion Engineering Division (CED) will host the NetCorr Conference: Corrosion Challenges in CCUS Applications on 24th April 2026, coinciding with our World Corrosion Awareness Day celebration, at the University of Leeds. This one-day conference will bring together experts from industry, academia, and research organisations to examine the integrity challenges associated with carbon capture, utilisation, and storage infrastructure. I am pleased to report that the 2026 Young Engineering Programme is progressing very well, with the first two in-person events already kindly hosted in Manchester by by Mott Macdonald, continuing our efforts to support the next generation of engineers and corrosion professionals.
I warmly welcome you to share your thoughts, insights, and aspirations for the Institute by reaching out to me at president@icorr.org. Thanks for your continued support, I look forward to seeing many of you at upcoming events and gatherings.
Dr Yunnan Gao,
President, Institute of Corrosion,
president@icorr.org